
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 7. Штампы для штамповки эластичной средой.
Штамповка эластичной средой в настоящее время осуществляется при довольно высоких удельных усилиях в штампе 180-200 МПа (1000-2000 кгс/см2), что обеспечивает изготовление весьма сложных по конфигурации изделий.
Штампы изготовляют в виде блоков, в которых большинство деталей имеет универсальное применение, т. е. используется при изготовлении разнообразных деталей вытяжкой, вырубкой, гибкой, комбинированными операциями. В каждом конкретном случае замене подлежат лишь формообразующие части - формблок.
Это открывает большие возможности для унификации деталей штампа; у оснастки, используемой для штамповки эластичной средой, насчитывается до 80% нормализованных деталей, что в 2-3 раза выше, чем у обычных штампов. Столь высокая степень унификации позволяет уменьшить площади для хранения штампов и деталей к ним, обходиться сравнительно небольшим персоналом и количеством станков при их изготовлении.
В мелкосерийном производстве допускается изготовление штампов без колонок. Обычно же штампы имеют диагонально расположенные направляющие колонки с втулками.
На рис. 132 показан штамп, предназначенный для формовки разнообразных деталей (в зависимости от рисунка гравюры соответствующего формблока). При замене формблока 10 плоской плитой этот же штамп можно использовать для вырубки. В контейнере 5, имеющем хвостовик 6 (последний служит для установки штампа на подвижных частях пресса), через прокладку 7 помещена подушка 8 из полиуретана. Твердость полиуретана составляет 60-95 единиц по Шору, а твердость резины, раньше исключительно использовавшейся в качестве эластичной среды, только 50-60 единиц по Шору. Опыт показывает, что полиуретан не должен деформироваться больше чем на 30%, так как при этом падает его стойкость. На столе пресса монтируется нижняя плита 1 с промежуточной плитой 2, на которой устанавливается с помощью винтов 3 и фиксатора 15 формблок.
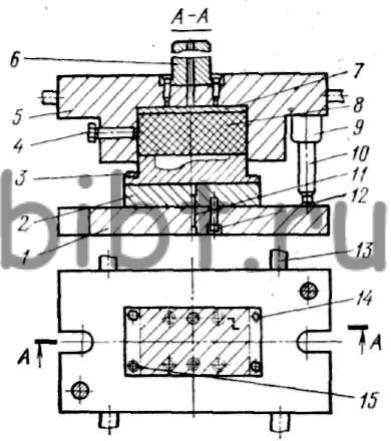
Рис. 132. Штамп для штамповки эластичной средой:
1 - основание, 2 - промежуточная плита, 3 - винт, 4 - разгрузочный винт, 5 - верхняя плита, 6 - хвостовик, 7 - прокладка, 8 - полиуретановая подушка, 9 - втулка, 10 - формблок, 11 - колонка, 12 - штифт, 13 - винт, 14 - рым-болт, 15 - фиксатор
Материалами для формблоков служат легкоплавкие металлы- цинк, свинец, их сплавы, а также пластмассы и твердые породы дерева. Лишь для разделительных операций формблоки при сложной форме получаемых изделий делают из легированных сталей. Другие детали штампа, включая контейнер, изготовляют из простых конструкционных сталей (например, сталей 30, 40, 45). Если контейнер при работе испытывает высокие давления до 4 МПа (40 кгс/см2), его делают составным, причем для внутренней обоймы используют легированные стали марок 9ХС, Х12Ф1 и т. п.
Контрольные вопросы
1. Как подразделяются штампы холодной штамповки по виду операций (типовым группам), конструктивному признаку и способу удаления отходов?
2. Из каких основных деталей состоит вырубной и пробивной штампы? Какие детали называются стандартными (нормализованными), какие специальными?
3. Какая разница между открытым и закрытым штампами?
4. Чем отличаются вытяжные штампы от гибочных?
5. В чем заключается принцип объемной штамповки в открытых и закрытых штампах?
6. Расскажите о штамповке эластичной средой.