
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
1.6. Правка шлифовальных кругов. Правка шлифовальных кругов обтачиванием. Основные типы алмазных карандашей.
Правкой восстанавливают режущую способность, геометрическую форму и микропрофиль рабочей поверхности круга.
Точность геометрической формы круга в большой степени зависит от износостойкости правящего инструмента. Рельеф режущей поверхности, определяющий режущие свойства и параметр шероховатости шлифованной поверхности, зависит от типа правящего инструмента и режимов правки, особенно продольной подачи sпр. В зависимости от величины sпр при правке производительность съема металла меняется в 2-3 раза, а шероховатость поверхности - до трех классов.
Применяются три способа правки: обтачиванием, обкатыванием и шлифованием.
Правка обтачиванием. Правящий инструмент выполняет роль резца, а скорость правки равна скорости вращения шлифовального круга. Такой способ, будучи наиболее простым и надежным, вместе с тем вызывает наибольшее изнашивание правящего инструмента и этим условиям может удовлетворять лишь алмазный инструмент, обладающий наибольшей износостойкостью.
Правку обтачиванием применяют главным образом для автоматической и профильной правки, а также для кругов, используемых для прецизионного шлифования по 6-му квалитету и шероховатости поверхности Ra=0,32 и менее.
Правящим инструментом при правке обтачиванием служат алмазные карандаши; алмазные зерна (с естественными гранями), закрепленные в оправах; алмазные инструменты, режущая часть которых искусственно огранивается (шлифуется) по определенной геометрической форме (резцы, иглы, гребенки).
Основные преимущества алмазных карандашей (ГОСТ 607-80): простота конструкции, жесткость, возможность изменения характеристики по размерам, количеству и расположению алмазов, равномерное распределение рабочей нагрузки между алмазными зернами, меньшая опасность разрушения алмазов, минимальное время установки и правки, возможность полного использования алмазов и наиболее низкая их стоимость. Поэтому они являются самым распространенным видом правящего инструмента. Основные типы алмазных карандашей и область их применения приведены в табл. 1.23,
Таблица 1.23. Основные типы алмазных карандашей и область их применения
| Расположение алмазов | Эскиз | Тип | Область применения |
Цепочкой вдоль оси карандаша |
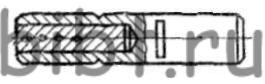 |
01(Ц) | Правка фасонного профиля по копиру. Внутреннее шлифование. Все виды шлифования кругами зернистостью 25 и крупнее (если отсутствуют карандаши типа 02) |
Слоями |
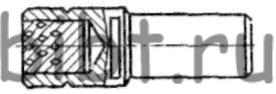 |
02 (С) | Все виды шлифования, кроме фасонной правки по копиру, и резьбошлифования. Наиболее эффективны при правке крупногабаритных кругов. Алмазы могут быть расположены с перекрытием слоев, чтобы по мере изнашивания одного слоя вступали в работу алмазы следующего слоя. |
| Расположение алмазов | Эскиз | Тип | Область применения |
В один слой по сферической поверхности |
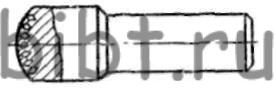 |
03 (ЦФ) | Фасонное шлифование |
Неориентированно |
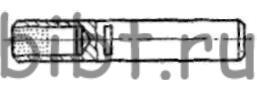 |
04 (Н) | Резьбошлифование однониточными кругами зернистостью 16 и мельче. Прецизионное шлифование мелкозернистыми кругами с высокими требованиями шероховатости поверхности. Правка тонких кругов на вулканитовой связке, фасонных кругов с острым профилем, кругов для заточки пил. |
Назначение карандашей типа 01 с расположением алмазов по оси инструмента такое же, как и карандаша с одним алмазом. В карандашах типа 02 алмазы могут быть расположены с перекрытием слоев, чтобы по мере изнашивания одного слоя алмазов вступали в работу алмазы последующего слоя. В карандашах типа 03 алмазы расположены по сферической поверхности в один слой, при этом вершины алмазов выступают равновысотно над уровнем связки, благодаря чему достигается более открытая структура рабочей поверхности круга с повышенной режущей способностью. Карандаш типа 03 должен быть расположен под углом 15° к поверхности круга, с тем чтобы по мере изнашивания поворотом вокруг оси можно было вводить новые участки сферы алмазного карандаша. Карандаши типа 04 изготовляют из мелких алмазных порошков, они способны при правке формировать острые кромки круга, обладающие достаточно высокой режущей способностью.
Карандаши типов 02 и 04 устанавливают в радиальном направлении относительно рабочей поверхности круга, карандаши типов 01 и 03 - с наклоном в 10-15° относительно радиального направления в сторону вращения круга.