
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Правка шлифовальных кругов. Правка шлифованием. Алмазные правящие ролики. Режимы правки алмазными роликами.
Правку осуществляют принудительным вращением цилиндрического правящего инструмента - алмазным роликом или абразивным правящим кругом.
Правящий алмазный ролик вращается от индивидуального электропривода. Правку производят на рабочей скорости шлифовального круга, при этом правящему алмазному ролику сообщается встречное или попутное вращение со скоростью 10-30 м/с. Применяют два метода правки: на проход и врезанием. Применение многолезвийного вращающегося инструмента позволило значительно уменьшить его линейный износ, повысить точность правки и значительно сократить продолжительность правки.
Алмазный ролик состоит (табл. 1.27) из стального корпуса и алмазно-твердосплавного слоя. Твердый сплав применяют в качестве связки для удержания алмазов до их полного изнашивания. Алмазные зерна округлой формы расположены по рабочей поверхности в один ряд таким образом, чтобы при правке следы зерен перекрывали друг друга.
Ролики цилиндрической формы применяют для правки на проход и правки галтелей (табл. 1.27). При профильной правке врезанием фасонными роликами (табл. 1.27) размерная и геометрическая точность деталей обеспечивается точностью профиля ролика. Правка врезанием особенно эффективна на операциях, где применяют широкие круги (100 мм и выше) или необходима профильная правка по копиру. Такой правкой обеспечивается параметр шероховатости поверхности Rа=0,63-:-2,5 мкм (примерно на один класс ниже правки на проход).
Таблица 1.27. Алмазные правящие ролики и их применение
| Эскиз и название инструмента | Схема правки | Область применения |
Алмазный
ролик для правки на проход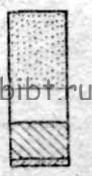 |
Правка
периферии и галтелей круга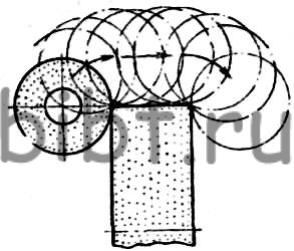 |
Автоматическая правка кругов для шлифования коленчатых валов. Автоматическая правка при скоростном шлифовании (vкр - 50-:-60 м/с и выше) |
Алмазный
ролик для профильной правки врезанием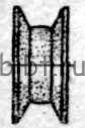 |
 |
Профильная правка на круглошлифовальных, шлицешлифовальных и плоскошлифовальных станках |
Алмазный
ролик для правки врезанием сложных поверхностей |
 |
Профильная правка на операциях совмещенного шлифования нескольких поверхностей |
Алмазный ролик, вследствие чрезвычайно малого изнашивания осуществляет до 50-100 тыс. правок, упрощает наладку и обеспечивает однородность качества деталей в условиях массового производства. Применение алмазных роликов значительно упрощает наладку, особенно на операциях совмещенного шлифования нескольких поверхностей, обеспечивает точное взаимное расположение и размеры шлифуемых поверхностей, позволяет осуществлять правку за период установки и снятия обрабатываемой детали и этим повысить производительность станка. Рекомендуемые режимы правки алмазными роликами приведены в табл. 1.28.
Таблица 1.28. Рекомендуемые режимы правки алмазными роликами
| Схема правки роликом | Параметр шероховатости поверхности Ra, мкм | Окружная скорость,м/с | Продольная подача, м/мин | Поперечная подача, мм/дв. ход | Скорость врезной подачи, мм/мин | Направление вращения ролика и круга | |||
| шлифовального круга | алмазного ролика | при прямом ходе | при обратном ходе | при прямом ходе | при обратном ходе | ||||
| Прямого профиля: на проход (оси ролика и круга параллельны) | 0,4 | 35 60 |
15-20 | 1,0-1,2 1,5-2,0 |
1,0-1,2 1,5-2,0 |
0,02-0,03 | - | - | Встречное |
| по копиру (оси ролика и круга перпендикулярны) | 0,8 0,4 |
35-45 | 10 10* |
0,5 | 0,3 | 0,015-0,03 | 0,005 | - | |
| Фасонным по копиру (оси ролика и круга параллельны или перпендикулярны) | 0,8 0,4 |
35-45 | 10-15 10-15* |
0,3-0,4 | 0,2-0,3 | 0,01-0,02 | 0,005-0,01 | ||
| Фасонным методом врезания:черновое шлифование чистовое шлифование | 0,8 0,4 | 35-80 | 30-35 12-15 |
- | - | 0,01-0,03 0,005- 0,02** |
- | 0,8-1,0 0,5-0,7 |
Попутное Встречное |
* При обратном ходе скорость ролика равна нулю.
** Время выхаживания 3-5 с.
При правке методом шлифования используются также шлифовальные круги из карбида кремния черного твердостью ВТ и ЧТ.
Правку шлифовальными кругами применяют преимущественно на круглошлифовальных станках. Правящий круг, закрепленный на оправке, устанавливают в центры передней и задней бабки станка; он получает принудительное вращение со скоростью 1-3 м/с от привода передней бабки.