
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
1.7. Подготовка абразивного инструмента к установке на станок. Стенд для балансировки шлифовальных кругов. Установка для предварительной правки шлифовальных кругов перед балансировкой. Схема балансировки кругов на станке с предварительным определением дисбаланса с помощью стробоскопического прибора.
Возникающие вследствие неуравновешенности круга динамические силы уменьшают срок службы шлифовального станка. Неуравновешенная центробежная сила вызывает вибрацию шпинделя станка, вследствие чего ухудшается качество шлифуемой поверхности.
Балансировку следует производить в тех же крепежных фланцах, какие применяют при работе на станке. Крепежные фланцы должны иметь кольцевые выточки, в которых помещаются сухарики, легко передвигающиеся по выточке для уравновешивания круга. Для статической балансировки шлифовальных кругов применяют балансировочные стенды, основной рабочей частью которых являются два стальных цилиндрических валика, устанавливаемых параллельно в одной горизонтальной плоскости (рис. 1.4). При работе балансировочного стенда весьма важно, чтобы его направляющие были параллельны и строго горизонтальны.
Обычно новые круги подвергают двукратной балансировке в сборе с фланцами. После предварительной балансировки круг устанавливают на шлифовальный станок, предварительно правят и снова снимают для окончательной балансировки.
Простои станка, вызванные повторной балансировкой, можно избежать предварительной правкой круга на специальной установке вне станка (рис. 1.5).
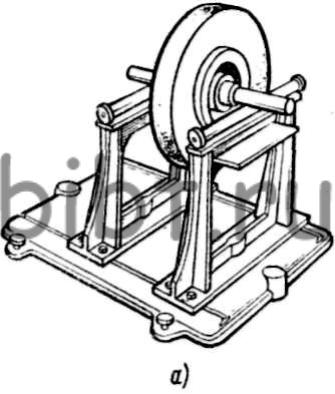

Рис. 1.4. Стенд для балансировки шлифовальных кругов:
а - с двумя гладкими цилиндрическими валиками, б - с вращающимися дисками
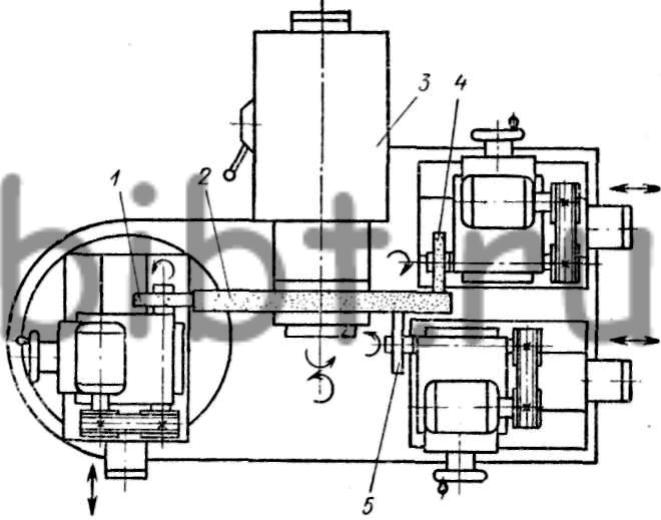
Рис. 1.5. Установка для предварительной правки шлифовальных кругов перед балансировкой
Подлежащий правке круг 2 в сборе с фланцами помещают на шпиндель бабки 3. Тремя суппортами, несущими шлифовальные головки с правящими кругами 1,4 и 5 из карбида кремния, круг правится по периферии и двумя торцами. Бабка 3 имеет поворотные салазки для правки конических поверхностей. Для установки фланцев разных конструкций служит набор переходных втулок. Головки представляют собой автономные узлы с индивидуальными электроприводами.
Дисбаланс, появляющийся в связи с неоднородностью кругов по мере уменьшения их диаметров, устраняют балансированием на ходу непосредственно на шлифовальном станке.
Наиболее универсальным является способ статической балансировки в динамическом режиме с помощью стробоскопического прибора (рис. 1.6).
Измерительный датчик (преобразователь) 2, установленный на наиболее чувствительном узле шлифовальной бабки, воспринимает вибрации, вызванные неуравновешенностью круга, преобразует их в электрические сигналы и передает в электронный блок 6, где они фильтруются, усиливаются и передаются в стробоскопическую лампу 1, которая периодически синхронно с колебаниями включается и освещает наиболее легкий участок вращающегося круга 5. На зажимном фланце нанесено цифровое табло 4. Стробоскопический эффект создает видимость неподвижности круга и позволяет по цифровому табло определить расположение его наиболее легкого участка, а стрелка на приборе 7 указывает величину дисбаланса. Поворотом сухарей 3 уравновешивают дисбаланс круга.
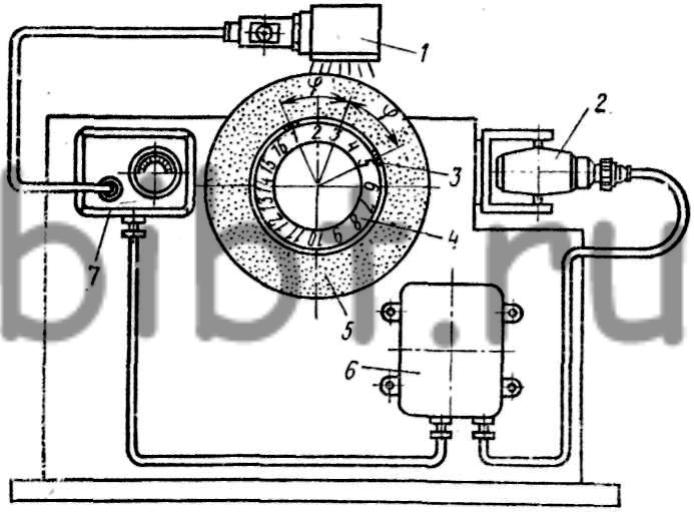
Рис. 1.6. Схема балансировки кругов на станке с предварительным определением дисбаланса с помощью стробоскопического прибора