
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Люнеты. Двухопорный, трехопорный люнеты. Следящий люнет.
Люнеты. При обработке длинных и тонких деталей нужна дополнительная опора в виде люнета. Применяются двух- и трехопорные тыпы люнетов.
Двухопорный люнет устанавливается непосредственно в зоны шлифуемой поверхности, а трехопорный - для создания центрирующей опоры по ранее шлифованной базирующей поверхности детали. В двухопорном люнете (рис. 3.15) упоры 1 и 2 расположены по направлению действия горизонтальной и вертикальной составляющих силы шлифования. По мере уменьшения диаметра обрабатываемой шейки при шлифовании упоры непрерывно подводят до касания с поверхностью шейки. Сначала поджимают вертикальный упор 1, а затем горизонтальный 2. Особенно точно регулируют горизонтальный упор, так как в основном от него зависит точность обработки. Чтобы в процессе регулирования не допускать пережима обрабатываемого вала упорами, имеются ограничительные кольца 5 и 6, которые устанавливаются по размеру отшлифованной шейки и при последующем шлифовании однотипных деталей ограничивают перемещение упоров.
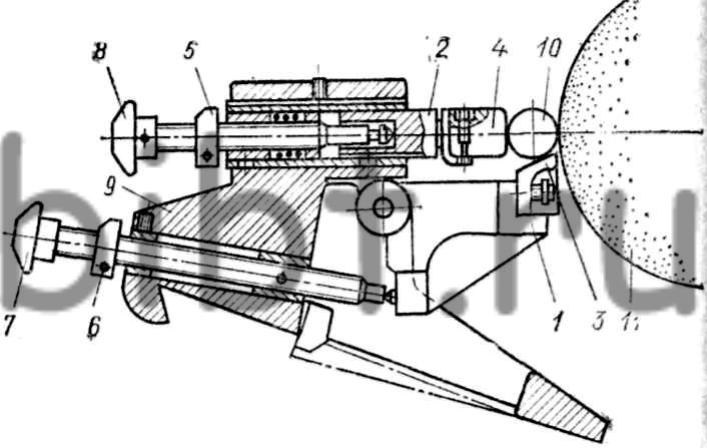
Рис. 3.15. Люнет с двумя опорами:
1, 2 - упоры, 3, 4 - сменные колодки, 5, 6 - ограничительные кольца, 7, 8 - регулировочные винты; 9 - корпус люнета, 10 - обрабатываемая деталь, 11 - шлифовальный круг
Такую конструкцию люнета применяют в единичном и серийном производствах. В массовом производстве используют конструкции следящих люнетов. Схема работы одного из них показана на рис. 3.16.
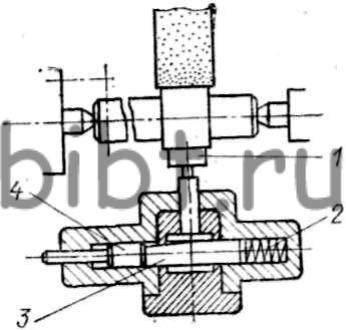
Рис. 3.16. Следящий люнет
По мере удаления припуска и уменьшения размера шейки упорные башмаки 1 автоматически следуют за обрабатываемой поверхностью под действием пружины 2 и клина 3. В связи с малым углом конуса клиновой механизм замыкает кинематическую цепь и препятствует отжиму башмаков 1. Отвод башмаков в исходное положение осуществляют штоком 4 гидропривода. Усилие поджима башмака 1 к шлифуемой шейке регулируется. Следящий люнет предотвращает прогибание вала, обеспечивает постоянное положение геометрической оси независимо от съема, сокращает время настройки и позволяет автоматизировать процесс шлифования длинных валов. При выборе материала башмака (твердое дерево, бронза, твердый сплав и др.) нужно исходить из необходимости обеспечить высокую износостойкость и избежать царапины на шлифуемой поверхности. Придание башмаку слегка выпуклой формы исключает образование рисок от кромок башмака на шлифовальной поверхности. При обработке деталей диаметром 25 мм на каждые 250 мм длины нужно устанавливать один люнет. С уменьшением диаметра и жесткости детали увеличивается число потребных люнетов.
Трехопорный люнет имеет три индивидуально регулируемые опоры, расположенные по вершинам равнобедренного треугольника. Верхняя опора смонтирована на шарнирной консоли и может раскрываться при установке или снятии детали. Такие люнеты чаще используют для опоры длинных деталей, закрепленных только с одного конца и требующих дополнительной опоры, которая не может быть обеспечена центром задней бабки. Например, когда деталь с другой стороны не имеет центровочного гнезда или когда на конце вала должен быть доступ для шлифования торца или отверстия.