
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
3.7. Интенсификация процесса шлифования. Скоростное шлифование. Силовое шлифование. Шлифование кольцевых канавок.
Скоростное шлифование. Основано на повышении скорости шлифовального круга. На операциях со снятием большого припуска повышение скорости круга позволяет пропорционально увеличить минутный съем металла при сохранении стойкости круга и необходимого параметра шероховатости шлифованной поверхности. На операциях окончательного шлифования, где важно улучшить качество обработки, повышение скорости круга не должно сопровождаться увеличением поперечной подачи (ростом минутного съема металла). В этом случае скоростное шлифование позволяет уменьшить параметр шероховатости поверхности, повысить точность обработки за счет уменьшения силы резания и изнашивания круга, а также увеличить производительность за счет уменьшения числа правок круга, сокращения времени выхаживания и увеличения общей стойкости круга.
Примером скоростного шлифования является чистовое шлифование кольцевых канавок (рис. 3.18).
Повышение vк с 35 до 60 м/с позволило увеличить производительность в 2-3 раза, повысить стойкость круга и точность канавок. Вышлифовка по целому кольцевых канавок на закаленном валу (HRC 56- 62) позволила ликвидировать предварительную проточку канавок, повысить точность и линейное расположение канавок (рис. 3.19).
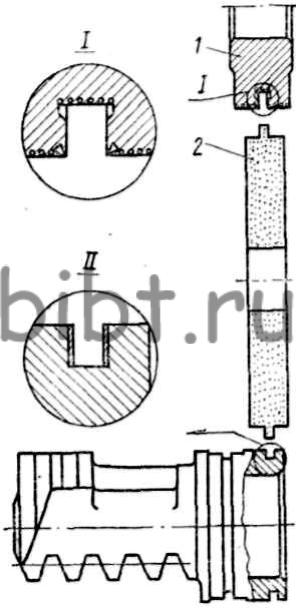
Рис. 3.18. Шлифование кольцевых канавок на поршне-рейке гидроусилителя руля автомобиля ЗИЛ-130 с правкой круга алмазным роликом:
1 - ролик, 2 - шлифовальный круг
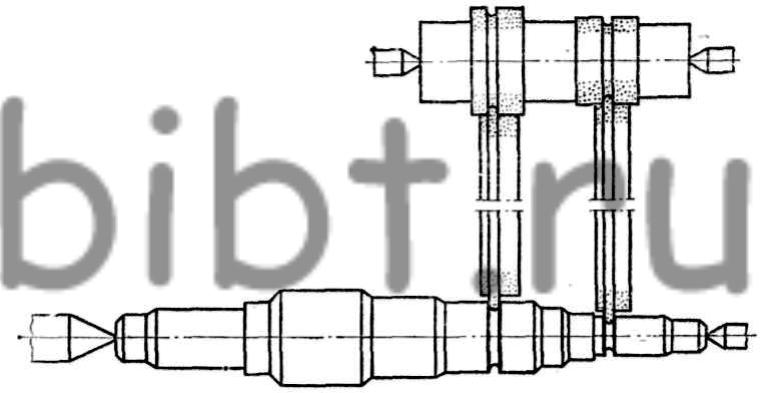
Рис. 3.19. Шлифование кольцевых канавок (по целому) на вторичном вале коробки передач автомобиля ЗИЛ-130
Силовое шлифование. В основе силового шлифования лежит увеличение минутной поперечной или продольной подачи на один оборот шлифовального круга. Оно эффективно на обдирке литья, поковок, операциях абразивной отрезки, снятия обезуглероженного слоя на прутковом материале перед калибровкой, обработке плоскостей на корпусных чугунных отливках, в отделеннях заточки для снятия изношенных или выкрошенных участков режущего металлического инструмента. Часто силовое шлифование сопровождается одновременным повышением скорости круга до 50-80 м/с в целях повышения интенсивности съема металла и уменьшения расхода кругов.
Эффективность силового шлифования на высокой скорости резания очевидна на примере абразивной разрезки заготовок. Штанговый и прутковый материал диаметром 20-120 мм разрезают на шлифовально-отрезном станке мод. 8252 при скорости круга 80 м/с, с поперечой подачей круга 500-750 мм/мин.
При такой интенсивной подаче развиваются большие удельные давления резания, способствующие активному самозатачиванию круга, уменьшается длительность теплового контакта круга с обрабатываемой поверхностью, и несмотря па то, что отрезку производят без подвода охлаждающей жидкости, шлифовочных прижогов не наблюдается. Отрезные круги изготовляют из электрокорунда нормального зернистости 50-63 на бакелитовой связке твердостью СТЗ. Для увеличения прочности кругов они армированы стеклосеткой. Ранее заготовки разрезались на отрезных круглопильных станках и для отрезки штанги диаметром 75 мм из быстрорежущей стали требовалось 8-11 мин, абразивная отрезка той же заготовки не превышает 13-14 с, уменьшается отход металла в стружку за счет уменьшения ширины разрезки.