
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава 6
ОБРАБОТКА НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
6.1. Технологические особенности шлифования на плоскошлифовальных станках.
Плоское шлифование выполняется на станках с прямоугольным или круглым столом, работающих периферией или торцом круга (рис. 6.1).
Шлифование торцом круга более производительное, так как в резании одновременно участвует большое число режущих зерен.
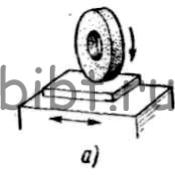

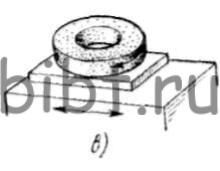
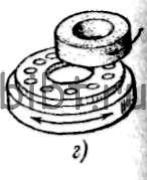
Рис. 6.1. Основные схемы шлифования на плоскошлифовальных станках:
а - шлифование периферией круга на станке с прямоугольным столом, б-шлифование периферией круга на станке с круглым столом, в - шлифование торцом круга на станке с прямоугольным столом, г - шлифование торном круга на станке с круглым столом
Однако большой контакт круга деталью при торцешлифовании вызывает интенсивное выделение теплоты в процессе шлифования, что нередко приводит к тепловым деформациям, прижогам и трещинам на обрабатываемых поверхностях.
При шлифовании периферией круга поверхность контакта и число одновременно режущих зерен значительно уменьшаются, поэтому уменьшаются производительность, количество выделяемой теплоты и тепловые деформации. Последнее особенно важно для получения высокой точности шлифования маложестких и тонких деталей, где нужно избежать коробление и прижоги.
Станки, работающие периферией круга, более универсальны. Они обрабатывают плоские и фасонные поверхности, прямобочные и профильные канавки, тонкостенные детали и трудношлифуемые материалы, склонные к прижогам. Поэтому способ шлифования перифериен круга широко применяют в единичном и мелкосерийном производствах, где требуются универсальные наладки. В массовом и серийном производствах этот способ применяют там, где нельзя использовать торцешлифование (фасонное шлифование, шлицешлифование и обработку трудношлифуемых материалов).
Шлифование периферией круга осуществляют на станках с прямоугольным и круглым столом. Наиболее универсальным является шлифование на станках с прямоугольным столом, где преимущественно обрабатывают детали удлиненной формы, поверхности с высокими требованиями плоскостности, детали с буртами, пазами, канавками, неустойчивые детали и детали, требующие обработки фасонных поверхностей (табл. 6.1). При обработке последних круг профилируемся в процессе правки.