
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
6.2. Правка и профилирование круга. Схемы профилирования шлифовальных кругов. Профильная правка кругов. Приспособления пантографного типа для профильной правки шлифовальных кругов по копиру.
В массовом и крупносерийном производствах правящие устройства для профилирования расположены на шлифовальной бабке. Наиболее часто применяемые схемы профилирования круга показаны в табл. 6.2.
Таблица 6.2. Схемы профилирования шлифовальных кругов
| Схема правки | Краткая характеристика |
 |
Трехалмазная одновременная правка под углом. Угол правки регулируется. Индивидуальная настройка каждого алмаза |
 |
Правка по радиусу. Величина радиуса регулируется. Можно образовать выпуклый и вогнутый профиль |
| Схема правки | Краткая характеристика |
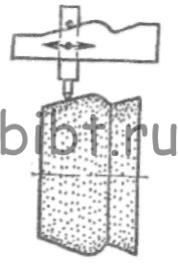 |
Профильная правка по копиру. Профиль копирной линейки может передаваться непосредственно на круг или с помощью устройства «Диаформ», в котором рабочий профиль копирной линейки передается системой пантографа, позволяющего значительно повысить точность профилирования |
 |
Профильная правка алмазной гребенкой. Отличается простотой правящего устройства и высокой производительностью правки. Целесообразна в серийном и массовом производствах |
 |
Профильная правка алмазным роликом. Отличается высокими производительностью правки и стойкостью инструмента. Правка осуществляется методом шлифования или накатывания профиля на круге. Целесообразна в массовом производстве |
В мелкосерийном и единичном производствах заданный профиль на шлифовальном круге можно получить с помощью съемного приспособления, устанавливаемого на стол станка (рис. 6.2, а). Правящий алмаз 2 закрепляют в подвижной державке 4. В нижней части державки 4 имеется рабочий наконечник, который под действием пружины 5 поджат к копиру 6. Поворотом маховика 1 державка 4 перемещается вдоль копира и передает его профиль шлифовальному кругу 3. Радиусные формы выпуклого или вогнутого профиля образуются поворотными правящими устройствами (рис. 6.2, б), закрепленными также на столе станка.
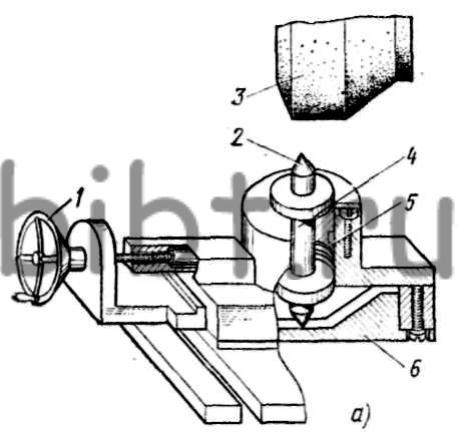
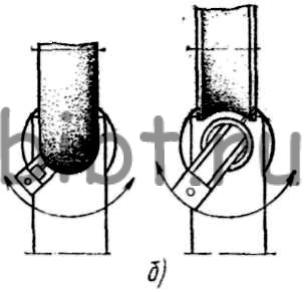
Рис. 6.2. Профильная правка кругов:
а - универсальное приспособление для профильной правки кругов, б - схема правки по радиусу
В условиях мелкосерийного и единичного производства также весьма эффективно приспособление пантографного типа для профильной правки круга по копиру (рис. 6.3).
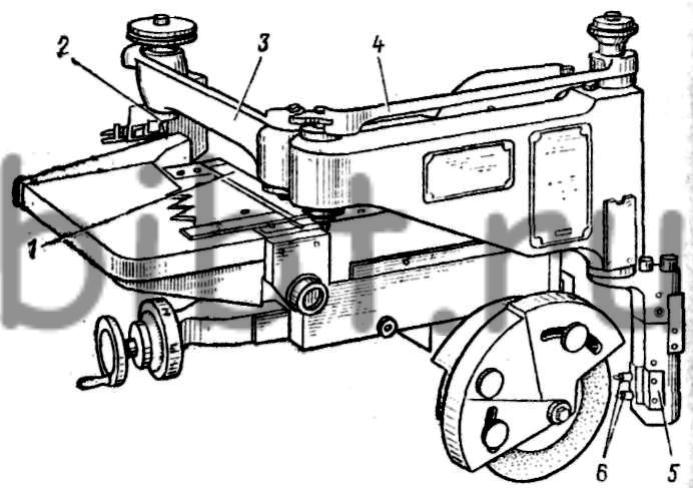
Рис. 6.3. Схема приспособления пантографного типа для профильной правки шлифовальных кругов по копиру
Траектория движения щупа 2 по копиру 1 передается через рычажную систему 3 и 4 к державке 5 с правящим инструментом 6.
В зависимости от передаточного отношения пантографа копир 1 изготовляют в пяти- или десятикратном увеличении относительно профиля, воспроизводимого на шлифовальном круге.