
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Шлицешлифование. Способы и схема шлицешлифования. Устройство активного контроля при шлице-шлифовании.
Шлицешлифование является разновидностью плоского шлифования на станках с прямоугольным столом. Различные способы шлицешлифования приведены в табл. 6.6.
Таблица 6.6. Способы шлицешлифования
| Метод центрирования | Способ шлифования | Технологическая характеристика способа шлифования |
1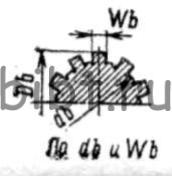 |
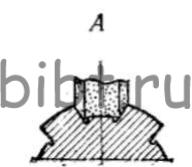 |
Простота наладки, точное взаимное расположение обработанных поверхностей, длительное сохранение профиля круга. Недостаток - применение круга одной характеристики для разных условий шлифования дна и боковых сторон |
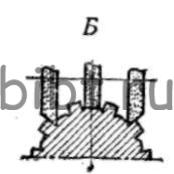 |
Возможность применения кругов разных характеристик для обработки дна и боковых сторон. Недостаток - усложняется наладка, удлиняется шпиндель с кругами, увеличиваются отжатая и вибрации |
|
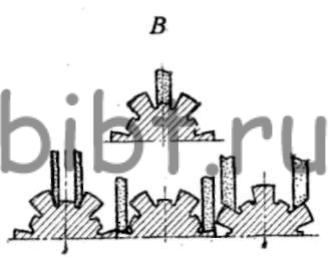 |
Возможность применения кругов разных характеристик и улучшение условий шлифования дна и боковых сторон, упрощается правка кругов. Недостаток - необходимость обработки в две операции на разных станках или с переналадкой. Этим снижается точность взаимного расположения поверхностей и увеличивается время обработки на 30-40 % по сравнению со способом А |
|
2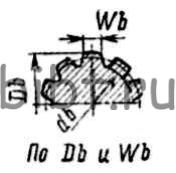 |
 |
Шлифование боковых сторон шлиц двумя кругами, закрепленными на одной оправке |
При первом методе центрирования валов, имеющих до шести шлицевых канавок, целесообразно проводить шлифование по способу А, при этом лучших результатов достигают кругами на керамической связке, обладающими повышенной кромкостойкостью. Валы, имеющие более шести канавок, целесообразно шлифовать по способу Б. В этом случае одновременно тремя кругами шлифуют три разные канавки, что позволяет увеличить угол правки боковых кругов и этим повысить их кромкостойкость. Возможные варианты шлифования боковых сторон (а, б, в) показаны в способе В.
При втором методе центрирования боковые стороны шлифуют кругами с острой режущей кромкой. В этих условиях меньше выкрашиваются круги на бакелитовой связке.
Пример наладки операции шлицешлифования с допускаемой погрешностью шага 0,012 мм показан на рис. 6.7.
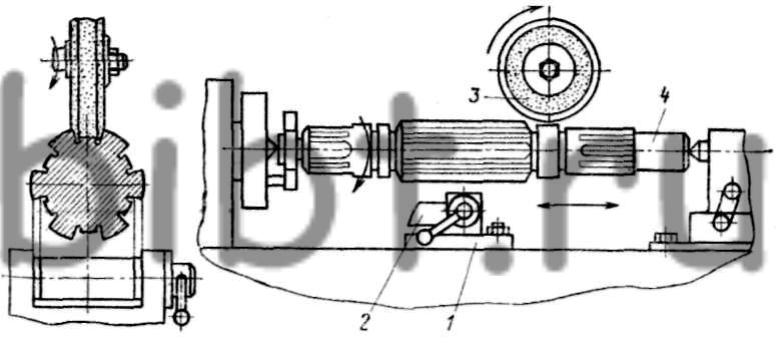
Рис. 6.7. Схема шлицешлифования:
1- корпус установочного шаблона, 2 - шаблон для угловой установки шлифуемых поверхностей шлиц, 3 - шлифовальный круг, 4 - обрабатываемый вал
Для установки вала в угловом положении служит приспособление с откидным шаблоном. Корпус приспособления установлен на столе станка строго по линии центров. После установки обрабатываемого вала в центрах поворотом рукоятки шаблона 2 поднимается до упора в боковые стороны двух диаметрально расположенных шлицев. Затем на конце вала закрепляют хомутик, связанный с поводковым патроном передней бабки, а установочный шаблон опускают.
Делительный механизм обеспечивает поворот на заданный шаг шлицев после каждого двойного хода стола.
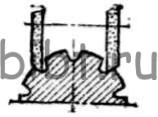
Круг правят трехалмазным правящим устройством, смонтированным на корпусе шлифовальной бабки (рис. 6.8). Одновременно правятся боковые стороны и периферийная часть круга, шлифующая дно шпоночной канавки.
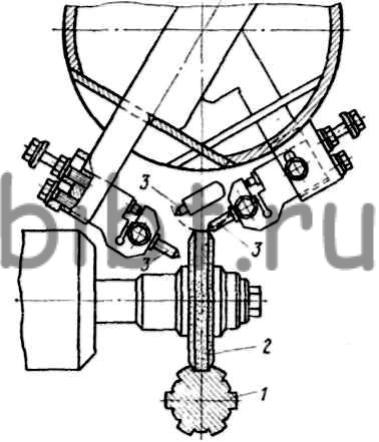
Рис. 6.8. Устройство для трех- алмазной профильной правки круга на шлицешлифовальном станке:
1 - обрабатываемая деталь, 2 - шлифовальный круг, 3 - алмазный правящий инструмент
Роль активного контроля, позволяющего автоматизировать процесс шлицешлифования, выполняет автоскоба 2 (рис. 6.9), имеющая размер окончательного диаметра дна шлифуемых шлиц. Кронштейн, несущий корпус автоскобы 2, закреплен на колонне станка.
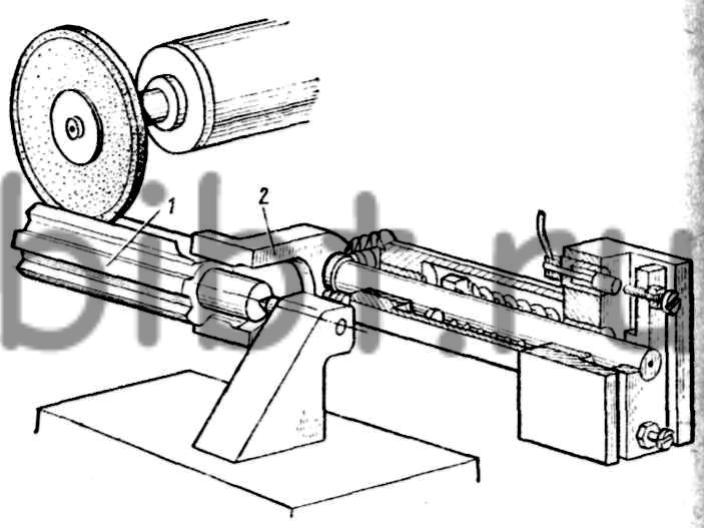
Рис. 6.9. Схема устройства активного контроля при шлице-шлифовании
При каждом проходе стола шлифуемый вал 1 набегает на авто-скобу и отводит ее в крайнее положение, при обратном ходе стола пружина отводит автоскобу в исходное положение. Когда шлифуемый диаметр дна шлиц достигнет окончательного размера, автоскоба при очередном касании с валом войдет в шлицы, замкнет электро-контакт и даст команду на окончание обработки. Ширина шлифуемых шлиц обеспечивается автоматически за счет одновременной трехсторонней правки круга.