
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Схемы намагничивания при магнитографическом контроле изделия. Аппаратура и материалы для магнитографического контроля дефектов.
Схемы намагничивания. При магнитографическом контроле изделия намагничивают с помощью специальных электромагнитов (см. рис.11), реже применяют циркулярное намагничивание. Для обнаружения внутренних дефектов намагничивание производят постоянным током, а для обнаружения поверхностных и подповерхностных дефектов - переменным током.
Аппаратура и материалы. Считывание результатов контроля с магнитной ленты производится магнитографическими дефектоскопами. Простейшая блок-схема магнитографического дефектоскопа изображена на рис. 12. Дефектоскоп имеет электродвигатель, приводящий во вращение барабан с несколькими магнитными головками. Головки перемещаются поперек магнитной ленты. Электрические сигналы с головки поступают в усилитель, усиливаются в нем и подаются на электронно-лучевую трубку. Промышленность выпускает дефектоскопы, имеющие два вида индикации: импульсную и телевизионную.
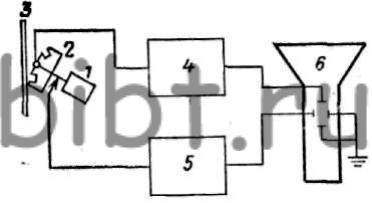
Рис. 12. Блок-схема магнитографического дефектоскопа:
1 - электродвигатель, 2 - блок головок, 3 - магнитная лента, 4 - усилитель, 5 - генератор развертки, 6 - электронно-лучевая трубка
Известны дефектоскопы типа МД-9 с импульсной индикацией и МД-11 с видимым изображением. Наиболее совершенные дефектоскопы МДУ-2У, МД-10ИМ и МГК-1 имеют двойную индикацию. Из зарубежных дефектоскопов наибольшее применение нашли магнитографы 9.052S, 9.052N, 9.052К (институт Ферстера, ФРГ).
В комплект дефектоскопа входит намагничивающее устройство. Намагничивающее устройство состоит из П-образного магнитомягкого сердечника (магнитопровода) и обмотки. Для перемещения намагничивающего устройства вдоль шва оно выполняется с удлиненными полюсами, опирающимися на четыре немагнитных ролика. Опорные ролики создают между поверхностью контролируемого изделия и полюсами намагничивающего устройства воздушный зазор (2-3 мм) постоянной величины, позволяющий электромагниту свободно перемещаться вдоль сварного шва. Промышленность выпускает несколько типоразмеров передвижных намагничивающих устройств (ПНУ): ПНУ-М1, ПНУ-М2, УНУ, которые предназначены для намагничивания сварных стыков труб диаметром 150-1200 мм и плоских изделий толщиной до 16 -мм.
Для магнитографического контроля сварных швов труб большого диаметра до 1420 мм и плоских конструкций толщиной до 20 мм применяют шаговые намагничивающие устройства (МУН-1). Намагничивание кольцевых швов труб диаметрам 57-150 мм производят неподвижным намагничивающим устройством типа НВУ-1.
Все перечисленные намагничивающие устройства питаются постоянным током. В заводских условиях источниками тока служат выпрямители, а в полевых условиях часто применяют переносные автономные станции типа СПП-1 или СПА-1.
Для записи магнитных полей в зоне дефектов применяют магнитную ленту. Лента выполняется на триацетатной или лавсановой основе с нанесением на нее мельчайших ферромагнитных частиц. В настоящее время серийно выпускаются ленты типа МК-1 (на триацетатной основе) и МК-2 (на лавсановой основе) шириной 35 мм. Лента МК-2 обладает более высокими физико-механическими свойствами, чем лента МК-1, и может применяться при температурах окружающего воздуха от +70 до -70° С. Лента МК-1 при температурах ниже -30° С теряет эластичность.