
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Выбор баз начала отсчета размеров при разработке управляющей программы станка с ЧПУ. Рекомендуемые случаи выбора начала отсчета размеров детали. Координатные оси станка, суппортов и детали.
Одной из ответственных операций при подготовке токарно-карусельного станка с ЧПУ к работе по программе является увязка всех выбранных по технологическому процессу режущих инструментов с общей системой координат станка и устройства ЧПУ. К этой же координатной системе должны быть привязаны при разработке управляющей программы и размеры обрабатываемой детали. Такая привязка размеров на токарно-карусельных станках имеет особенности, связанные с компоновкой этих станков.
Вертикальная ось Z прямоугольной системы координат станка совпадает с осью вращения детали Zд (ось шпинделя), а точка пересечения О горизонтальной оси X с осью Z (нулевая точка отсчета) может быть принята в любом месте оси шпинделя (рис. 13).
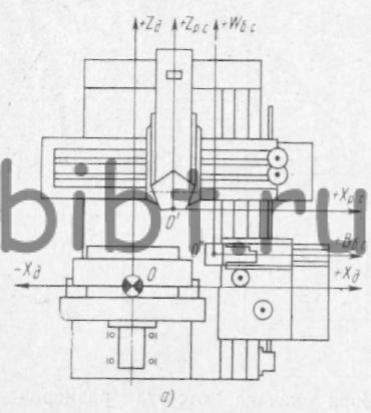
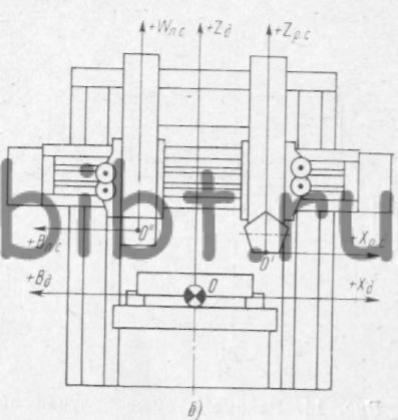
Рис. 13. Координатные оси станка, суппортов и детали: а - одностоечный токарно-карусельный станок с ЧПУ; б - двухстоечный токарно-карусельный станок с ЧПУ
Оси координат Хр.с и Zp.c приняты для отсчета перемещения вертикального (револьверного) суппорта одностоечного токарно-карусельного станка и для правого вертикального суппорта двухстоечного станка. При наличии у станка двух программируемых суппортов для отсчета перемещений второго суппорта (бокового или левого) вертикальная ось обозначается Wб.с или Wл.с, а горизонтальная Вб.с или Вл.с, а по ГОСТ 21609-76 согласно рекомендациям СЭВ введено новое обозначение осей координат суппортов токарно-карусельных станков: для правого вертикального - W и U; для левого вертикального - R и Р; для горизонтального (бокового) - Z и X.
Как уже было сказано, положение нулевой точки - начало отсчета размеров детали по вертикали может быть принято произвольно по усмотрению разработчика программы. Возможны два случая.
Первый случай - за начало отсчета по вертикали (О по оси Z) принимают базовую поверхность опоры заготовки на планшайбе или в зажимном приспособлении. Если на чертеже детали все размеры заданы также от этой поверхности, то все задаваемые в программе размеры перемещений инструмента по вертикали будут соответствовать чертежным размерам детали по высоте, т. е. z = H. Однако это справедливо только для случая, когда базовые поверхности заготовки обработаны уже начисто. Если базовая поверхность заготовки имеет припуск на обработку b (рис. 14, а), то величина этого припуска должна быть учтена поправкой во всех вертикальных текущих координатах программы z = H±b.
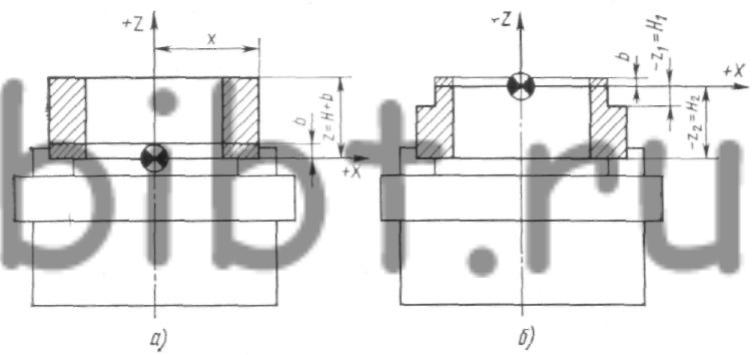
Рис. 14. Рекомендуемые случаи выбора начала отсчета размеров детали
Неудобство привязки на станке вылета инструмента к базовым поверхностям опоры на планшайбе или в приспособлении, а также необходимость введения коррекций на каждой заготовке при колебании величины припуска на ее базовых поверхностях являются существенным недостатком этого способа.
Второй случай - более удобен и универсален (рис. 14, б), за начало отсчета координат принимают верхний торец обрабатываемой детали (О по оси z). В этом случае вертикальные координаты в программе равны по абсолютному значению чертежным размерам детали, но имеют обратный знак, т. е. -z = H. Выбранное положение начала координат должно быть указано на геометрическом плане обработки детали и в карте наладки станка.