
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Привязка инструмента при разработке управляющей программы для станка с ЧПУ. Определения величины вылета режущего инструмента на настроечном приборе.
В зависимости от формы обрабатываемой поверхности детали разрабатывающей программу технолог в каждом конкретном случае подбирает необходимый набор режущих инструментов и вычерчивает карту наладки с соответствующим расположением инструментов в резцедержателях. При этом он должен стремиться к минимальным размерам вылетов резцов для увеличения жесткости системы СПИД.
Величины вылетов различных инструментов по горизонтали и вертикали могут значительно отличаться. Эти величины по осям Х(В) и Z(W) должны быть определены по чертежу относительно базовых точек суппортов с учетом знака направления и записаны в карте наладки, чтобы наладчик при подготовке станка к работе мог выставить инструменты в резцедержателях в запроектированные технологом положения. Для расчета траекторий и величин программируемых перемещений суппортов условно рассматривают перемещения только точек режущих кромок инструментов.
Схема определения величины вылета режущих кромок инструмента (с учетом знака) на приборе для настройки инструмента вне станка в зависимости от места установки резцовой оправки на токарно-карусельном станке приведена на рис. 15.
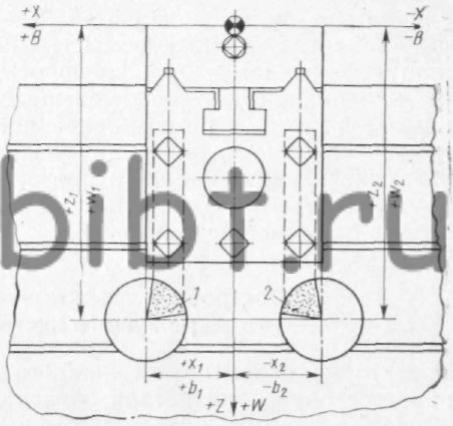
Рис. 15. Схема определения величины из знака вылета режущего инструмента на настроечном приборе
Вылет режущих кромок инструментов относительно базовых точек суппортов (с учетом знака по осям координат) компенсируется соответствующими корректорами.
Величины коррекции для резцового блока, устанавливаемого на правый вертикальный суппорт станка 1525Ф2 или револьверный суппорт станков 1512Ф2, 1516Ф2, для резца 1 составляет Кх1 =+x1; Кz1=+z1, а для резца 2 Кx2=-х2; Кz2=+z2. Для левого вертикального суппорта станка 1525Ф2 - для резца 1 Кb1=+b1; Kw1 = +w1, а для резца 2 Kb2 = -b2; Kw2=+w2.
При закреплении блоков корректоров по номерам за каждым режущим инструментом по вертикальным и горизонтальным осям на токарно-карусельных станках считают, что за резцом для черновой обработки должно быть закреплено не более одного блока корректора на каждую ось координат; за каждым резцом для чистовой обработки основных (образующих общий контур) поверхностей - по одному корректору на каждую ось; если чистовой резец обрабатывает сложный многоступенчатый контур из основных поверхностей, то число закрепленных корректоров может быть увеличено соответственно до двух или даже трех; за прорезным (канавочным) и расточным резцами, обрабатывающими дополнительные поверхности, размеры которых заданы с точностью выше 0,3 мм, - по два блока корректоров каждому на каждую ось; при обработке прорезным резцом, ширина которого меньше ширины обрабатываемой канавки, за каждым резцом закрепляют одну пару для обработки правой стороны канавки, другую - для левой, соответственно увеличивая число кадров в программе; для сверл, разверток и другого осевого мерного инструмента выделяется корректор только на осевое перемещение.