
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Построение траектории перемещения режущего инструмента. Пример определения траектории вершины резца при обработке детали с прямолинейными участками контура.
Траектория перемещения каждого режущего инструмента в процессе обработки детали зависит от формы контура обрабатываемой данным инструментом поверхности с учетом выбранного направления и величины пути подвода и отвода режущего инструмента, а также от величины радиуса скругления его вершины. Если заданный участок контура не может быть получен за один проход инструмента, траекторию строят исходя из нескольких последовательных проходов с учетом смещения инструмента на глубину врезания. При этом должно быть строго выдержано правило построения траектории: выход инструмента на заданный размер вдоль осей координат должен всегда осуществляться в направлении на деталь, чтобы исключить влияние кинематической нежесткости системы СПИД.
При построении траектории перемещения инструмента контур детали разбивают на прямые и криволинейные отрезки (табл. 5).
Таблица 5 Величины перемещения инструментов по участкам траектории
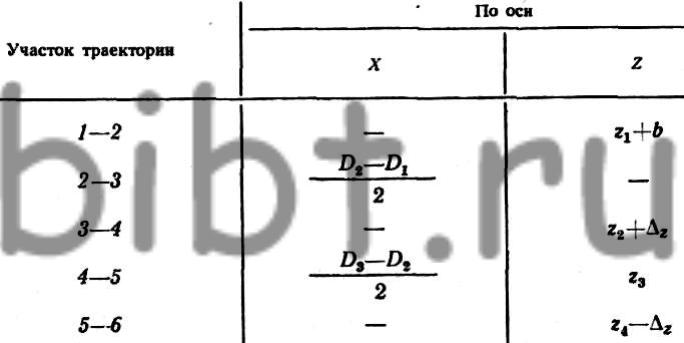
Исходные и конечные точки этих участков называют опорными точками контура. Координаты этих точек соответствуют размерам обрабатываемых деталей, определяют их чертежными размерами с поправкой на радиус скругления режущей кромки инструмента.
Если бы режущий инструмент (резец) имел идеально острую вершину (точку), т. е. радиус скругления режущей кромки был бы равен нулю, то траектория движения инструмента полностью соответствовала бы контуру детали, и во всех случаях величины перемещений инструмента по осям координат соответствовали бы заданным размерам детали. Практически же резец всегда имеет скругление вершины, которым нельзя пренебрегать. При обработке конических и криволинейных участков контура размеры обрабатываемой поверхности будут искажены из-за смены точек касания скругленной режущей кромки резца с обрабатываемой поверхностью.
Пример определения траектории вершины резца при обработке детали с прямолинейными участками контура дан на рис. 16.
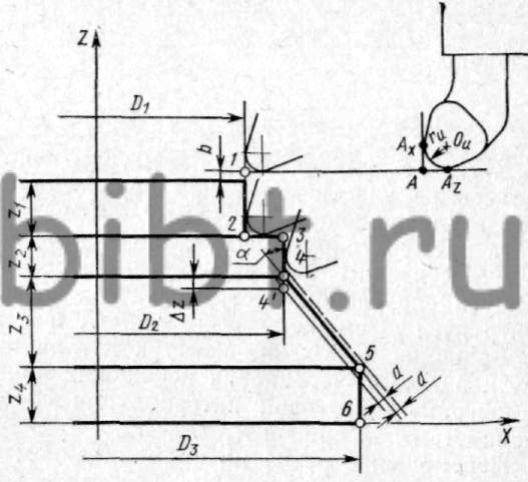
Рис. 16. Траектория движения резца при обработке детали с прямолинейными участками контура
Радиус скругления режущей кромки -rи. Точки Ах и Az на режущей кромке резца - точки, по которым определяли вылет резца при его привязке. Точка А - мнимая вершина острозаточенного резца. Величина b - запас хода резца на врезание.
Если в управляющую программу заложить контур детали по опорным точкам 1-2-3-4-5-6, то на участке 4-5 режущая кромка пройдет на расстоянии а от контура, и фактические размеры детали будут искажены. В общем случае величина искажения составит

Чтобы избежать искажения на участке контура 4-5, опорную точку 4 надо сместить вниз (точка 4') на величину поправки

Деталь с криволинейным контуром и получаемое искажение контура на участке 1-2 при обработке скругленным резцом, если в управляющую программу введен радиус контура Rк без учета радиуса скругления rи, показаны на рис. 17.
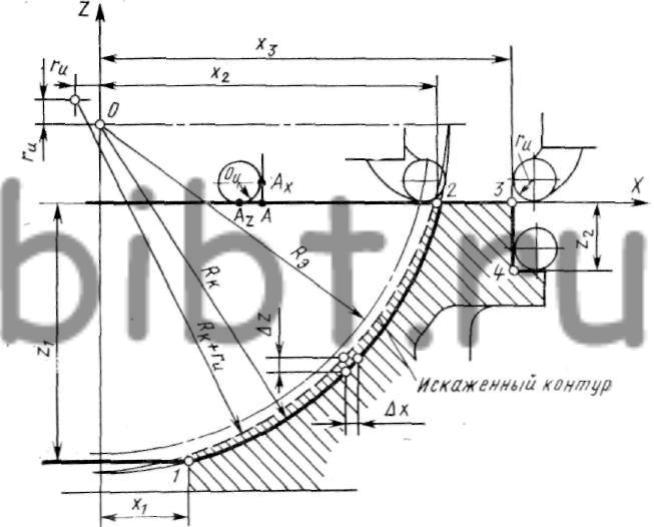
Рис. 17. Траектория движения резца при обработке детали с криволинейными участками контура
При этом радиус кривизны контура получается искаженным на величину радиуса скругления инструмента rи, т. е. равным Rк+rи, а центр дуги О смещенным по осям X и Z на эту же величину rи. Величина искажения контура детали показана штриховкой (Δx и Δz). Для устранения искажения криволинейного участка в программу круговой интерполяции следует вводить радиус эквидистантной кривой Rэ = Rк-rи.
Перемещение резца на прямолинейном участке 2-3 по оси X составляет х3-х2+2rи. На участке 3-4 перемещение по оси Z равно z2.
Как видно из примеров, расчет эквидистантного контура хотя и не требует сложных геометрических построений и математических вычислений, но усложняет процесс разработки управляющих программ. Для упрощения построения управляющей программы устройство контурного ЧПУ Н55-2 автоматически рассчитывает эквидистантный контур по данным в управляющей программе основного криволинейного контура и информации о величине радиуса скругления инструмента, которая набирается корректором радиусов инструмента на пульте управления устройства.