
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кодирование геометрической информации у позиционных устройств П32-3М. Примеры программирования перемещения инструмента станков с ЧПУ. Пример построения траектории-обработки детали.
У позиционных устройств П32-3М размерные перемещения режущих инструментов задают в абсолютных значениях и кодируют адресами X, Z (для вертикального суппорта) и B, W (для бокового суппорта). У контурного устройства Н55-2 размерные перемещения кодируют адресами X, Z, а также I, К и задают как в абсолютных значениях, так и в приращениях; они должны быть выражены с точностью до сотых долей миллиметра. Алгебраический знак (плюс или минус), который предшествует первой цифре каждого размера, обязателен, в том числе и перед координатой 000000. Определение знаков координат производят в соответствии с расположением начала их отсчета и направлением координатных осей. Координаты I и К всегда задают со знаком плюс. Максимальные величины программируемых перемещений определяют рабочими ходами суппорта по осям X и Z. Максимальная величина программируемого радиуса - 4999,99 мм.
Определение размерных перемещений для позиционных систем не представляет затруднений. У контурного устройства Н55-2 этот процесс более сложен, поэтому рассмотрим конкретные примеры задания перемещений по отрезкам прямых и дугам окружностей.
Пример 1. При программировании перемещения по отрезку прямой в кадре должны быть заданы: команда G01 или, при программировании быстрого перемещения, - G24; координаты конечной точки X, Z относительно начала отсчета размеров (задание размеров в абсолютных значениях) или относительно начальной точки перемещения (задание размеров в приращениях); скорость перемещения.
Кадр перемещения рабочего органа станка из точки А0 в точку Ак (рис. 26) выглядит следующим образом;
при задании размеров в абсолютных значениях N005 G24X + 005000 . . . FE2;
при задании размеров в приращениях N005G24X - 010000 . . . FE2.

Рис. 25. Круговая интерполяция с эквидистантой «минус»
Пример 2. Кадр перемещения рабочего органа станка из точки В0 в точку Вк (рис. 27) выглядит следующим образом:
при задании размеров в абсолютных значениях
N008G01X + 015000Z + 010000 . . . FE2;
при задании размеров в приращениях
М008G01Х + 010000Z - 005000 . . . FE2.
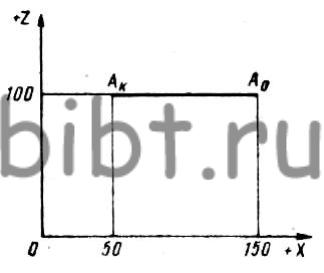
Рис. 26 Перемещение по прямой вдоль оси координат
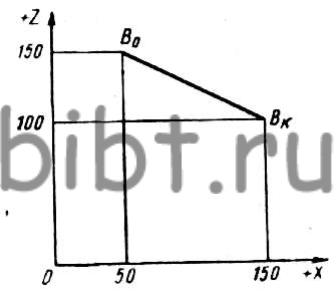
Рис. 27. Перемещение по наклонной прямой
Пример 3. При программировании перемещения по отрезку прямой с выходом на эквидистанту в кадре должны быть заданы: команда G41 или G 42, координаты X, Z конечной точки отрезка относительно начальной при задании размеров в приращениях, одна из коррекций на радиус инструмента (L01) и скорость перемещения.
Кадр перемещения рабочего станка из точки С0 в точку Ск (рис. 28) при программировании перемещения по прямой с выходом на эквидистанту выглядит следующим образом:
N010G41X + 010000Z + 002500 . . . L01F3330FE2.
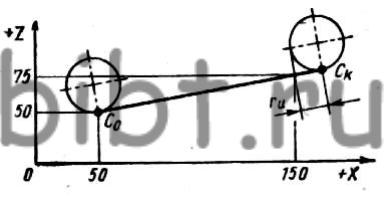
Рис. 28. Перемещение по наклонной прямой с выходом на эквидистанту
Пример 4. При программировании перемещения по дуге окружности по данным основного контура в кадре должны быть заданы: команда G 02 или G 03; координаты I, К начальной точки дуги относительно центра окружности; координаты X, Z, конечной точки дуги относительно центра окружности; скорость перемещения. Координаты I и К задают со знаком плюс.
Знаки координат конечной точки X и Z определяют относительно начальной точки. При этом координаты точки, расположенной слева и внизу относительно начальной точки, отрицательны, а координаты точки, расположенной справа и вверху относительно начальной точки, положительны. Координаты Х+000000 и Z +000000 задавать в кадре не обязательно, а координаты X-000000 и Z-000000 - обязательно.
Кадр перемещения рабочего органа станка из точки D0 в точку Dк (рис. 29) при программировании движения по дуге окружности согласно данным основного контура имеет вид
N012G02K + 005000Х + 005000Z- 000000F3330FE2.
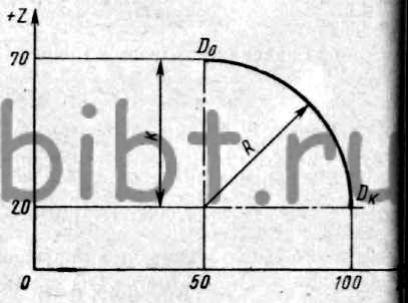
Рис. 29. Перемещение по дуге
Пример 5. При программировании перемещения по дуге окружности по данным эквидистантного контура в кадре должны быть заданы: одна из команд G 43, G 44, G45, G46; координаты I, К начальной точки дуги основного контура относительно центра окружности основного контура; координаты X, Z конечной точки дуги основного контура относительно центра окружности основного контура; скорость перемещения.
При этом необходимо выполнять следующее правило: в предшествующем кадре перемещение должно быть запрограммировано с командой «Выход на эквидистанту» в направлении, нормальном к дуге в начальной ее точке. Если по условиям обработки после кадра с командой «Выход на эквидистанту» по одной из осей (по направлению, нормальному к дуге в начальной ее точке) необходимо задать кадр с перемещением по другой оси, то в этом кадре задавать команду «выход на эквидистанту» запрещается. Таким образом, программа обработки по данным эквидистантного контура может быть представлена в двух вариантах:
а) N008G42X . . .L01F . . .
N009G44I + 003500X - 000000Z - 003500L01F . . .
б) N008G42X . . .L01F . . . N009G01Z . . . F . . .
N010G44I + 003500Х - 000000Z - 003500L01F . . .
Пример 6. Программирование перемещения по данным эквидистантного контура. Положение круглого резца после обработки поверхности АВ показано на рис. 30. Последующая часть программы для обработки отрезка CD и дуги DE выглядит следующим образом:
N007G24X + 000200FE2
N008G41Z + 011500L01F3330FE2
N009G41X - 007700L02FE2
N010G41Z - 000500L02FE2
N011G01X + 002500F0208FE2
N012G43K + 003000X + 002000Z - 001000L02FE2.
В кадре N010 введена команда G41-выход на эквидистанту «плюс» в направлении, нормальном к дуге в ее начальной точке D, т. е. по оси Z. При этом на корректоре L02 должен быть выбран размер rи. Положение переключателя алгебраических знаков коррекции не имеет значения, так как знак определяет команда «Выход на эквидистанту».
В кадре N008 корректором N01 введена команда «Выход на эквидистанту», плюс» с коррекцией на радиус, равной 2rи. Половину величины этой коррекции (равную rи) используют для выведения соответствующей точки контакта режущей кромки с обрабатываемой поверхностью на необходимый размер (как и в кадре N009). Другую половину (тоже равную rи) вводят для перебега инструмента на величину rи, чтобы в кадре N010 задать-команду «Выход на эквидистанту», необходимую для запрограммированной в кадре N012 круговой интерполяции с эквидистантой. После этого необходимо иметь в виду, что в кадре N011 задавать команду «Выход на эквидистанту» запрещено.
При переходе от обработки цилиндрической поверхности АВ на обработку торца CD (и наоборот) положение точек режущей кромки круглого резца изменяется на величину rи (см. рис. 30).
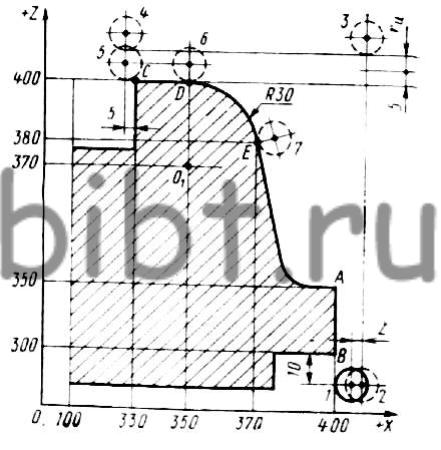
Рис. 30. Пример построения траектории-обработки детали
Эту разницу в положениях можно учесть непосредственно в программируемом размере. Однако при наличии инструментов с различными радиусами это привело бы к необходимости составления отдельной программы для каждого инструмента. Применение команд G41 и G42, как видно из примера, позволяет пользоваться одной и той же программой, так как переключателями корректоров (№ 01... 09) возможно набрать любую величину коррекции на радиус инструмента (в диапазоне 0-40 мм), вводимую в программе командами L01, L09.