
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Разработка карты программирования для позиционных систем ЧПУ. Круговая интерполяция. Выход на эквидистантный размер. Подготовительные, вспомогательные (технологические) функции.
При разработке управляющей программы для позиционных систем ЧПУ траекторию движения инструмента разбивают на отрезки прямых, а для контурных устройств и на дуги окружностей, расположенные в квадранте с одним (положительным) направлением осей, и определяют точки начала отсчета координат для задания геометрической информации о перемещениях инструмента. При разработке поэлементной технологии и карты наладки определяют режимы обработки (частоту вращения планшайбы, скорости подачи суппортов), за каждым участком траектории закрепляют инструменты, определяют их вылеты и другую технологическую информацию.
На основании всех этих данных составляют карту программирования, в которой весь цикл управления станком от пуска его в работу до остановки после окончания обработки детали записывают в кодированном виде по кадрам с учетом использования содержащихся в памяти устройства подпрограмм (алгоритмов работы устройства) подготовительных и вспомогательных функций (см. табл. 7).
Подготовительные функции обозначают буквой G и задают двухразрядным кодовым числом команды; они определяют режим работы устройства ЧПУ. У разных моделей устройств функции, выполняемые при одном и том же цифровом значении кода, могут быть разными, что отражено в прилагаемом к станку руководстве по программированию. Ниже приведены примеры наиболее распростаненных значений функций.
У токарно-карусельных станков с позиционным устройством ЧПУ П32-3М предусмотрены четыре подготовительные функции: G45 - указывает, что будет дан ввод корреляции на длину инструмента: G60, G61, G62 - определяют режимы выхода рабочего органа станка в заданную точку. Использованные функции G60 позволяют автоматически устранить зазоры при переходе от обтачивания поверхности меньшего диаметра к большему.
При формировании кадра в нем может быть запрограммирована одна из функций G60, G61 или G62 и только после них- функция G45. Функции G60, G61 и G62 программируются перед координатой перемещения: N020 G62 Х+ B030200... F19...
Контурные устройства ЧПУ Н55-2 имеют пять групп подготовительных функций.
1 группа. Функция G26 предопределяет последующее задание размеров в приращениях. При этом все координаты определяют относительно предыдущего положения. Функция G27 предопределяет задание размеров в абсолютном значении, когда все координаты выбирают относительно координат нулевой точки - нуля отсчета координат.
2 группа. Подготовительные функции этой группы указывают на характер перемещения режущего инструмента. Например G01 - линейная интерполяция - отрабатывается отрезок прямой, заданный одним из адресов X или Z; G02 и G03 - круговая интерполяция по направлению часовой и против часовой стрелки (рис. 22) - отрабатывается участок траектории по запрограммированной дуге окружности из точки А0 в точку Ак; G41 и G42 - выход на эквидистантный размер больший (плюс) или меньший (минус) заданного на величину радиуса скругления rи режущей кромки инструмента (рис. 23, а, б).
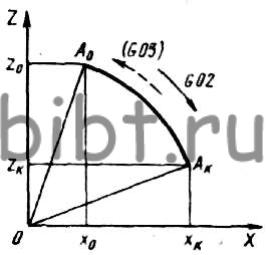
Рис. 22. Круговая интерполяция
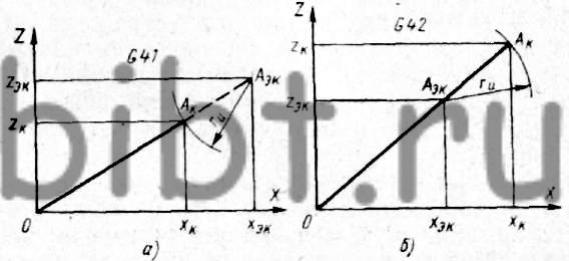
Рис. 23. Выход на эквидистантный размер
По команде G43 - круговая интерполяция по часовой стрелке с эквидистантой «плюс»-происходит отработка участка дуги с радиусом, величина которого складывается из величины радиуса запрограммированной дуги и радиуса скругления режущей кромки инструмента. Дуга Аэ0Аэк - траектория перемещения инструмента по радиусу эквидистантного контура (рис. 24).
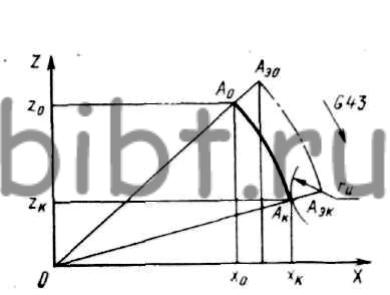
Рис. 24. Круговая интерполяция с эквидистантой «плюс»
Отрезок ОАк- радиус обрабатываемого контура детали; АкАэк= rи. Величину rи вводят в программу заданием коррекции на радиус инструмента и устанавливают переключателями соответствующего корректора на панели коррекций устройства ЧПУ.
По команде G44 происходит круговая интерполяция по часовой стрелке с эквидистантой «минус» и обрабатывается участок дуги контура детали с радиусом, который больше запрограммированного на величину rи (рис. 25).

Рис. 25. Круговая интерполяция с эквидистантой «минус»
Действие G45 и G46 аналогично действию предыдущих команд, с той лишь разницей, что отработка участка дуги происходит в направлении против часовой стрелки.
3 группа. Эти функции задают вид подачи. G94 - задание минутной подачи; по этой команде суппорт перемещается со скоростью, заданной под адресом F (мм/мин). По команде G95 - задание оборотной подачи, осуществляется перемещение суппорта со скоростью, заданной в миллиметрах на один оборот планшайбы (мм/об).
4 группа. Команда G25 - начало отсчета координат; по этой команде абсолютные координаты вершины режущей кромки резца принимаются равными нулю.
5 группа. Команда G40, по которой происходит изменение знака величины коррекции размера на противоположный. Ее устанавливают переключателями запрограммированного в данном кадре корректора.
При формировании кадров управляющих программ к станкам 1512Ф3 и 1516Ф3 для контурного устройства ЧПУ Н55-2 исходят из того, что в одном кадре одновременно могут присутствовать до пяти команд, задаваемых функцией G, но только по одной из каждой пяти групп. Исключение составляют команды G01, G24, G60 и G61, которые могут присутствовать одновременно.
Вспомогательные (технологические) функции задаются буквой М и двухразрядным числом. Эти функции несут управляющую информацию о включении и выключении рабочих органов станка: М04 - пуск главного привода и планшайбы; М05 - останов планшайбы; М02 - конец программы; М17 (М06) - поворот револьверной головки вертикального суппорта для смены инструмента; М32 - включение постоянной скорости при торцовом обтачивании и т. д.
Кроме функций М04 и M05, длительность действия функции М сохраняется на время отработки одного кадра. Программирование двух функций М в одном кадре не допускается.