
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Привязка режущих инструментов к системе координат станка. Прибор для привязки инструмента.
С целью уменьшения простоев дорогостоящего станка с ЧПУ при наладке установку величин вылетов и закрепление режущих инструментов в резцедержателях целесообразно производить заблаговременно на участке настройки инструмента к станкам с ЧПУ. При настройке резцедержателей и оправок настройщик должен строго руководствоваться разработанной технологом-программистом картой наладки. Применяемые для станков с ЧПУ оправки и резцедержатели имеют базирующие поверхности, позволяющие точно фиксировать их в заданном положении на суппорте. Относительно этих баз должны быть установлены по двум координатам режущие кромки инструментов на заданные картой наладки размеры, с точностью порядка ±0,5 мм. После предварительной установки инструмента каждая оправка и резцедержатель должны быть аттестованы. Фактические вылеты режущих кромок по каждой координате измеряют с точностью до 0,01 мм и данные измерений заносят в их карточки - аттестаты. Для аттестации инструмента служит специальный измерительный прибор. Примером такого прибора может служить настроечный прибор БВ-2012М (рис. 31).
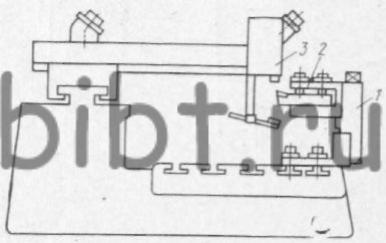
Рис. 31. Прибор для привязки инструмента
Принцип действия прибора следующий. На опорной стойке 1 для крепления аттестуемого резцедержателя 2 имеются опорные базы, полностью соответствующие базам ползуна вертикального суппорта токарно-карусельного станка. От этих баз ведется отсчет перемещений в координатной системе визирной оптической стойки 3, позволяющей измерить вылет режущих кромок закрепленного в резцедержателе инструмента с точностью до 0,01 мм.
Аттестуемый резцедержатель устанавливают на опорной стойке 1 и зажимают с силой, соответствующей силе зажима его на станке. Вдоль координатных осей по направляющим станины прибора перемещают стойку с оптической головкой, и перекрестие ее визирного микроскопа совмещают с режущими кромками инструмента (рис. 32).
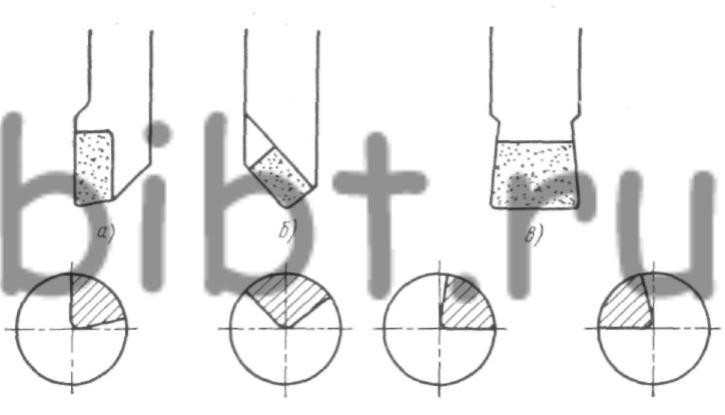
Рис. 32. Схема привязки в визире микроскопа режущей кромки резцов различных типов: а - подрезного; б - проходного; в - канавочного
Координаты вылета резца с учетом направлений отсчета определяют по шкальным линейкам прибора. Измеренные величины являются коррекциями на вылет инструмента по соответствующим осям (Кх, Kz, Кb и Kw); их заносят в аттестат резцедержателя. Эти величины сохраняют свое значение до износа или изменения положения инструмента в блоке.
При наладке станка, руководствуясь данными карты наладки о номерах закрепленных корректоров на величину вылета режущего инструмента по осям координат, наладчик вводит соответствующими корректорами в память устройства записанные в аттестатах размеры вылетов инструментов.
Увязка координатных систем станка, управляющей программы и инструментов завершена. Однако, если этим ограничиться, то при обработке детали фактически получаемые размеры могут несколько отличаться от предусмотренных управляющей программой и не всегда будут укладываться в заданные поля допусков. Для повышения точности обработки необходимо ввести дополнительную коррекцию на вылет резцов.
В ряде случаев привязку режущих инструментов к осям координат станка и определение величины коррекции на их вылет в силу обстоятельств приходится вести непосредственно на станке.