
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Привязка инструментов на станке с позиционной системой ЧПУ
На работающих с абсолютным отсчетом размеров станках с позиционными устройствами П32-3М за начало привязки обычно выбирают резец с наибольшими величинами вылетов по осям Х, В или Z, W. Управляя суппортом с помощью соответствующего корректора в наладочном режиме работы станка, на заготовке этим резцом протачивают контрольные поверхности (рис. 33). Диаметр обработанного цилиндрического пояска измеряют с наибольшей возможной точностью (рис. 33, а).
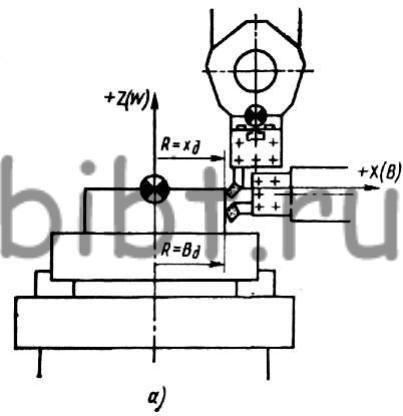
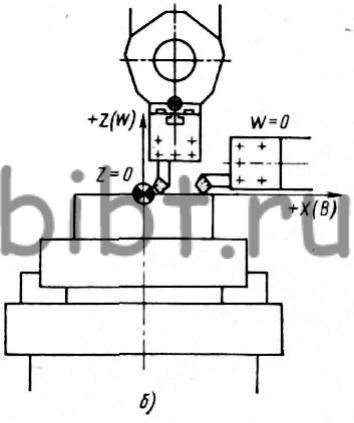
Рис. 33. Схема привязки режущих инструментов для станков 1512Ф2 и 1516Ф2 по осям:
а - Х и В; б - Z и W
От точности измерения зависит точность привязки инструмента, а в результате, и точность обработки. Полученный диаметральный размер делят пополам, т. е. находят величину радиуса R, равную координате вершины резца - хд. Переключатель сдвига нуля по оси X при этом устанавливается в положение «000000». Не сдвигая суппорта по оси X, корректором вылета этого резца на табло цифровой индикации оси X устанавливают величину, равную половине измеренного контрольного диаметра xд. Первый резец по оси X привязан. Аналогично этот резец привязывают и по оси Z.
После этого к проточенным первым резцом контрольным поверхностям вращающейся детали в режиме наладки подводят поочередно до легкого касания все остальные резцы, пользуясь закрепленными в карте наладки корректорами. Разностью показаний на табло в момент соприкосновения резцов с контрольной поверхностью и определенным ранее размером этой поверхности xд является величина коррекции на вылет инструмента для данного резца. При остановленном суппорте эту величину надо набрать на корректоре, при этом на табло должен появиться размер xд = Вд.
Аналогично определяют и вводят величины коррекций на вылеты резцов по вертикали (рис. 33, б).
Если при привязке и определении величины коррекции по внутреннему контрольному размеру детали ось суппорта переходит через центр планшайбы, т. е. хи, по абсолютному размеру больше xд (рис. 34), то для упрощения отсчета координат до начала привязки первого инструмента производят «сдвиг нуля» - смещение начала отсчета координат влево с помощью корректора «сдвига нуля» на величину - l, которую выбирают произвольно, но больше величины самого большого вылета расточного резца.
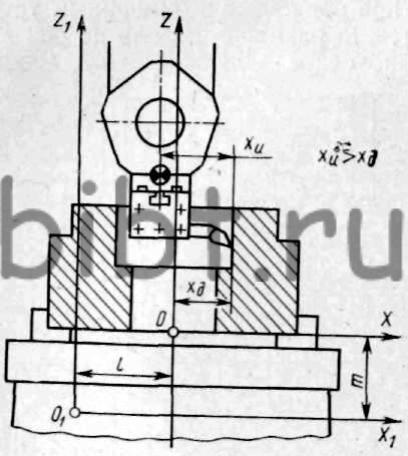
Рис. 34. Схема привязки размеров инструмента со «сдвигом нуля»
При привязке размеров по вертикали может возникнуть необходимость произвести сдвиг нуля по оси Z вниз (величина m). Необходимость в этом возникает, например, если при обработке деталей приходится перемещать по вертикали поперечину. При ее смещении нарушается вся вертикальная привязка резцов. Но ее легко восстановить, если, не трогая корректоров на вылет резцов по оси Z, сдвигом нуля оси Z вновь восстановить показание контрольного измерения первого резца на табло цифровой индикации оси Z для этого резца.