
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
13.2. Затачивание червячных зуборезных фрез.
Затачивание затылованных червячных фрез производится по передним поверхностям на специальных заточных станках или на универсальных с применением копира пли специального приспособления, обеспечивающего заточку в соответствии с углом наклона стружечной канавки. На рис. 13.1 показана заточка затылованной червячной фрезы 1 конической поверхностью шлифовального круга 2 с применением шаблона 3, устанавливающего коническую поверхность круга по оси фрезы. Контакт круга с фрезой происходит по линии, что исключает искажение профиля при движении круга вдоль стружечной канавки. Поскольку передняя поверхность зуба червячной фрезы находится на винтовой поверхности канавки с углом наклона λm0 и ходом винтовой линии Рz, то при заточке фрезы должно быть обеспечено относительное перемещение шлифовального круга по этой винтовой поверхности с тем же ходом Рz.
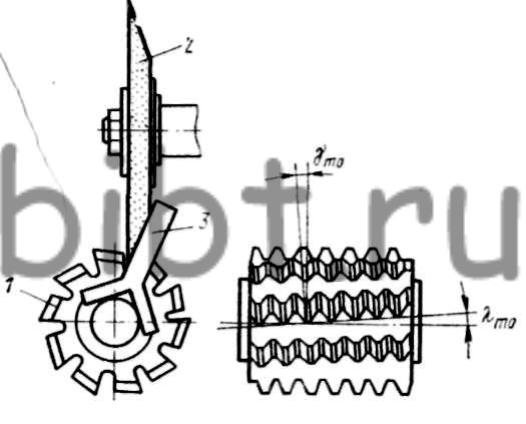
Рис. 13.1. Затачивание затылованной червячной фрезы
Затачивание острозаточенных фрез производится по задним поверхностям зуба. После затачивания у червячных фрез проверяют профиль передней поверхности fγ, накопленную поверхность окружного шага Fp0 и направление стружечных канавок fx.
В табл. 13.3 приведены допускаемые отклонения этих параметров, регламентируемые ГОСТ 9324-80.
13.3. Допускаемые предельные отклонения геометрических параметров червячных фрез после их заточки
| Наименование проверяемого параметра | Обозначение допусков | Класс точности фрезы | Модуль, мм | |||||
| 1-2 | 2 -3,5 | 3,5-6 | 6-10 | 10-16 | 16-25 | |||
| Предельные отклонения, мкм | ||||||||
Профиль передней поверхности (прямолинейность и наклон линии пересечения передней поверхности и плоскости, перпендикулярной оси фрезы) |
fγ | АА А В С D |
12 20 32 63 100 |
16 25 40 80 125 |
20 32 50 100 160 |
25 40 63 125 200 |
32 50 80 160 250 |
40 63 100 200 340 |
Накопленная погрешность окружного шага стружечных канавок |
Fp0 | АА А В С D |
25 40 63 125 200 |
32 50 80 160 250 |
40 63 100 200 315 |
50 80 125 250 400 |
63 100 160 315 500 |
80 125 200 400 600 |
| Наименование проверяемого параметра | Обозначение допусков | Класс точности фрезы | Модуль, мм | |||||
| 1-2 | 2-3,5 | 3,5-6 | 6-10 | 10-16 | 16-25 | |||
| Предельные отклонения, мки | ||||||||
Направление стружечных канавок |
fx | АА | ±63 | ±50 | ||||
| А | ±80 | ±70 | ||||||
| В | ±100 | |||||||
| С | ±125 | |||||||
| D | ±160 | |||||||
Параметр шероховатости Rz передней поверхности |
- | АА | мкм1,6 | 1,6 | ||||
| А | 3,2 | 3,2 | ||||||
| В | 3,2 | 6,3 | ||||||
| С, D | 6,3 | 6,3 | ||||||