
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
13.3. Затачивание зуборезных долбяков
Затачивание зуборезных долбяков производится по передним поверхностям на универсальных заточных станках, а также на круглошлифовальных станках с горизонтальной осью вращения шлифовального круга и поворачивающимся магнитным столом.
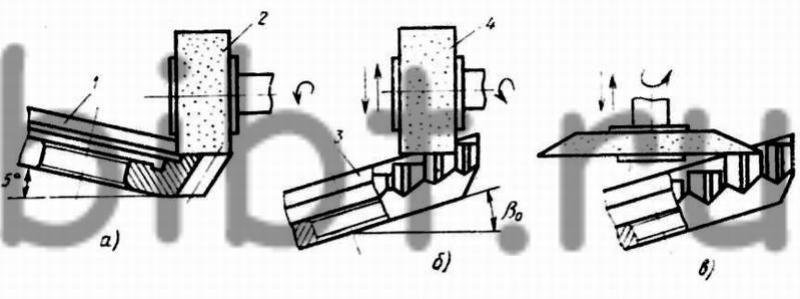
Рис. 13.2. Затачивание зуборезных долбяков
Прямозубые долбяки 1 (рис. 13.2, а) затачивают периферией шлифовального круга 2 прямого профиля с поворотом долбяка на угол 5°, соответствующий переднему углу зубьев. При этом долбяк совершает непрерывное вращение.
У косозубых долбяков 3 (рис. 13.2, б) с передней поверхностью по нормали к зубьям затачивают каждый зуб в отдельности с возвратно-поступательным движением круга 4 к долбяку. При этом долбяк поворачивают на угол, соответствующий углу β0 наклона зубьев долбяка. Косозубые долбяки также можно затачивать тарельчатыми шлифовальными кругами, как показано на рис. 13.2, в.
После затачивания у зуборезных долбяков проверяют биение окружности вершин зубьев, торцовое биение передней поверхности и отклонение переднего угла.
В табл. 13.4 приведены допускаемые отклонения этих параметров, регламентируемые ГОСТ 9323-79 для долбяков модулем больше 1мм.
13.4. Допускаемые предельные отклонения геометрических параметров зуборезных долбяков после их заточки
| Наименование проверяемого параметра | Обозначение допусков | Номинальный делительный диаметр, мм | Класс точности | Модули, мм | ||||
| от 1 до 2 | св. 2 до 3,5 | св. 3,5 до 6,3 | св. 6,3 до 10 | св. 10 | ||||
| Допуски, мкм | ||||||||
Биение окружности вершин зубьев |
frrao | До 50 | А В |
12 20 |
16 25 |
- - |
||
| Свыше
50 До 125 |
АА А В |
10 16 25 |
12 20 32 |
- - - |
||||
| Свыше 125 До 200 | АА А В |
- - - |
16 25 40 |
20 32 50 |
||||
Торцовое биение передней поверхности |
fγt | До 50 | А В |
14 20 |
- - |
|||
| Свыше 50 До 125 | АА А В |
12 16 25 |
- | |||||
| Свыше 125 До 200 | АА А В |
- | 20 28 40 |
|||||
Отклонение переднего угла |
fγa | АА | ±5' | |||||
| А | ±8' | |||||||
| В | 12' | |||||||
Параметр шероховатости Rz передней поверхности |
- | - | АА А В |
1,6 1,6 2,5 |
||||