
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
14.2. Зубообрабатывающие автоматы. Зубофрезерный автомат ВО-5. зубофрезерный автомат ABC-12.
Зубообрабатывающие автоматы используют для работы как автономно, так и в составе автоматических линий. Конструкция загрузочных устройств автоматов определяется типом станка, конфигурацией детали и условиями производства. Деталь, находящаяся в транспортном устройстве, может проходить через позицию крепления на станке или рядом с ней. В последнем случае автоматы снабжаются перегружателем детали. Среди зубообрабатывающих станков наибольшее применение в качестве автоматов находят зубо-фрезерные, зубодолбежные, зубошевинговальные, зубозакругляющие для цилиндрических колес, а также зуборезные для конических колес. Обслуживание автоматов обычно многостаночное.
На рис. 14.1, а показан зубофрезерный автомат ВО-5 Вильнюсского станкозавода с цепным загрузочным устройством для деталей типа валов-шестерен, а на рис. 14.1, б - его структурная схема. Транспортировочная цепь 3 на этом автомате располагается вокруг задней стойки 2 станка по прямоугольной форме и проходит через позицию 1 крепления детали.
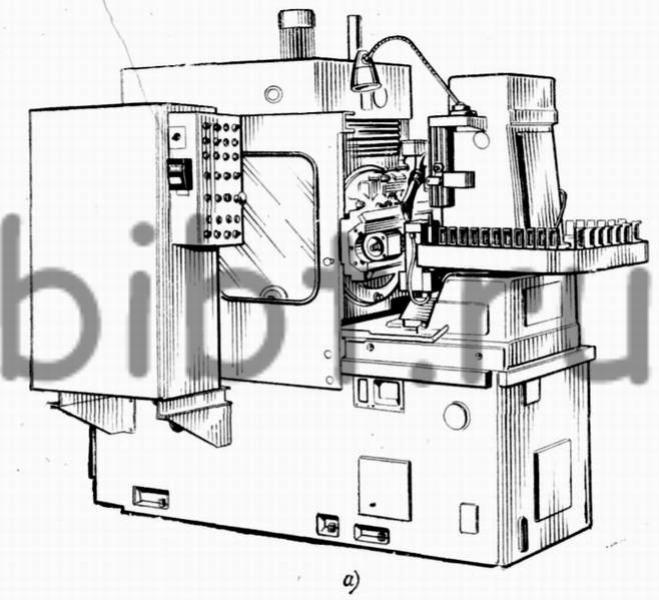
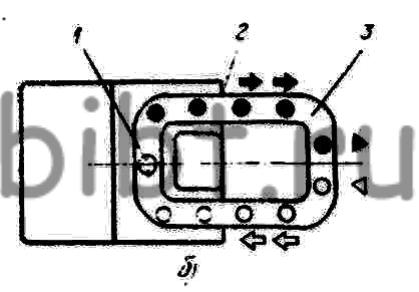
Рис. 14.1. Зубофрезерный автомат ВО-5 с цепным загрузочным устройством
На рис. 14.2, а показан зубофрезерный автомат ABC-12 Витебского станкозавода с загрузочным устройством, расположенным вне станка, и перегружателем, находящемся на станке На рис. 14.2, б приведена структурная схема этого автомата. Накопитель деталей 1 выполнен в виде кольца со штырями 2, заполняемыми заготовками. Заготовки со штырей постепенно подаются подъемником в зону их захвата перегружателя 3, который, поворачиваясь на 180°, перемещает заготовки в зону закрепления на станке. Одновременно второй конец перегружателя перемещает готовую деталь из зоны обработки и устанавливает ее на штырь готовых деталей, подставляемый под захват поворотом кольца 1 на один шаг в обратную сторону. На рис. 14.2, в показан вариант перегружателя с возможностью накопления на нем деталей, что позволяет более полно использовать станок при его работе в составе автоматической линии. Загрузочное кольцо 4, получая заготовку с питателя 5, подает ее для смены в зону обработки прерывисто с поворотом на 60 или 90°.
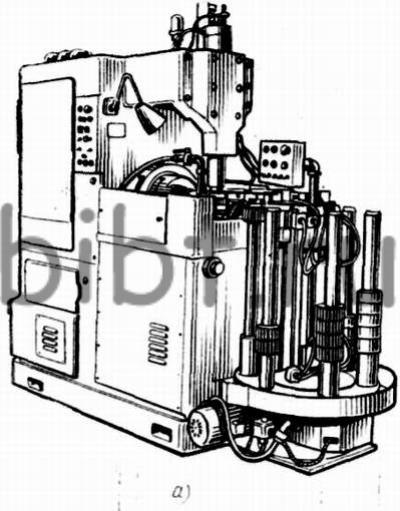
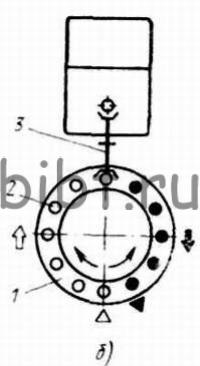
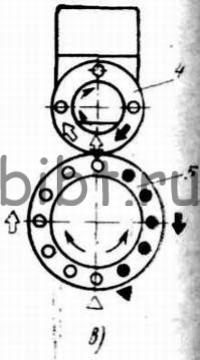
Рис. 14.2. Зубофрезерный автомат с кольцевым накопителем и перегружателем
На рис. 14.3, а показана связь такого станка с транспортом автоматической линии, а на рис. 14.3, б приведена схема связи зубообрабатываюшего автомата с автоматической линией с помощью двойного захвата, поворачивающегося при смене деталей на 180°.
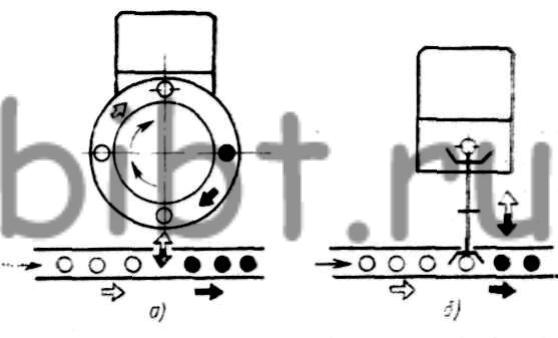
Рис. 14.3. Схема связей зубообрабатывающих автоматов с транспортером автоматической линии