
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
2.5. Нормы точности зубофрезерных станков для цилиндрических колес.
Точность формы, размеров и расположения боковых поверхностей зубьев нарезаемого колеса зависит от точности и постоянства взаимных положений инструмента и заготовки в каждый момент обработки. Точность относительной установки рабочих органов станка и точность их относительных перемещений называют геометрической точностью станка.
Контроль геометрической точности станка позволяет выявлять и устранять дефекты его основных узлов и механизмов, влияющих на точность нарезаемого колеса.
Сроки проведения контроля устанавливаются на предприятии в зависимости от условий использования станка. Все измерения нужно производить исправными приборами и инструментами. Во время испытания не допускаются никакие регулировки, кроме особо обоснованных случаев, оговариваемых в документации к станку.
В табл. 2.13, А приведены основные проверки норм точности зубофрезерных станков, регламентируемые ГОСТ 659-78. Проверку производят по методике, изложенной в стандарте для каждой проверки отдельно. Заканчивают проверку норм точности станка нарезанием цилиндрического прямозубого колеса однозаходной фрезой на чистовом режиме.
В табл. 2.13,Б приведены допуски на точность нарезанного образца. Перевод угл. с в мкм производят по формуле Δ(мкм) =dΔ(c)/412,5, где d - диаметр делительной окружности, мм.
2.13. Нормы точности зубофрезерных вертикальных станков средних размеров
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков классов точности | |||
| Н | П | В | А | ||||
| А. Проверка точности станка | Допуск а/б | ||||||
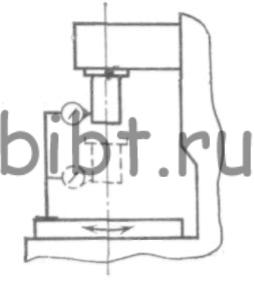
Постоянство положения оси вращения стола (шпинделя изделия): а) у рабочей поверхности б) на расстоянии |
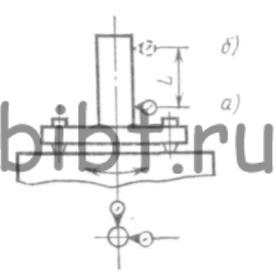 |
До
80 Свыше 80 до 125 » 125 » 200 » 200 » 320 » 320 » 500 » 500 » 800 » 800 » 1200 |
100 150 200 200 300 300 500 |
3/4 4/6 5/8 6/10 8/12 10/16 12/25 |
2/2,5 2,5/4 3/5 4/6 5/8 6/10 8/16 |
1,2/1,6 1,6/2,5 2/3 2,5/4 3/5 4/6 5/10 |
0,8/1 1/1,2 1,2/2 1,6/2,5 2/3 2,5/4 3/6 |
Осевое биение стола (шпинделя изделия) |
 |
До
80 Свыше 80 до 125 » 125 » 200 » 200 » 300 » 320 » 500 » 500 » 800 » 800 » 1250 |
- | - | 2,5 3 4 5 6 8 10 |
1,6 2 2,5 3 4 5 6 |
1 1 1,6 2 2,5 3 4 |
Торцовое биение рабочей поверхности стола (планшайбы шпинделя изделия) |
 |
До
80 Свыше 80 до 125 » 125 » 200 » 200 » 320 » 320 » 500 » 500 » 800 » 800 » 1250 |
- | 5 6 8 10 12 16 20 |
3 4 5 6 8 10 12 |
2,5 3 4 5 6 8 10 |
2 2,5 3 4 5 6 8 |
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков классов точности | |||
| Н | П | В | А | ||||
| Допуск а/б | |||||||
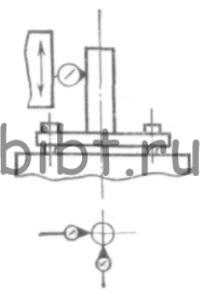
Радиальное биение конического отверстия шпинделя фрезы: а) у торца шпинделя б) на расстоянии L |
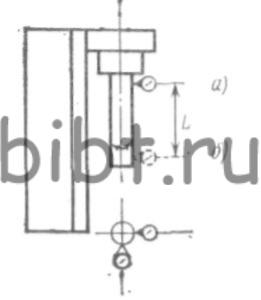 |
От
80 до 125 Свыше 125» 320 » 320 » 800 » 800 » 2000 |
150 200 300 500 |
6/8 8/10 10/16 12/25 |
4/5 5/6 6/10 8/16 |
2,5/3 3/4 4/6 5/10 |
1,6/2 2/2,5 2,5/4 3/6 |
Осевое биение фрезы |
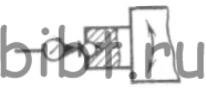 |
От
80 до 125 Свыше 125 » 320 » 320 » 800 » 800 » 2000 |
4 5 6 8 |
2,5 3 4 5 |
1,6 2 2,5 3 |
1,6 2 2,5 3 |
|
Соосность оси отверстия подшипника, поддерживающего оправку фрезы, с осью конического отверстия шпинделя фрезы |
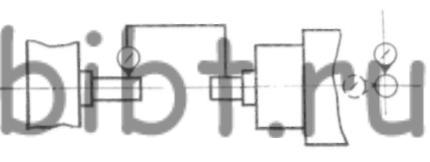 |
От
80 до 125 Свыше 125» 320 » 320 » 800 » 800 » 2000 |
10 16 20 25 |
8 12 16 20 |
6 10 12 16 |
5 8 10 12 |
|
Продолжение табл. 2.13
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков классов точности | |||
| Н | П | В | А | ||||
| допуск а/б | |||||||
Соосность оси отверстия подшипника контрподдержки оправки изделия с осью стола (шпинделя изделия): а) в крайнем нижнем положении контрподдержки б) в крайнем верхнем положении контрподдержки |
 |
От
80 до 125 Свыше 125 до 320 » 320 » 800 » 800 » 2000 |
- | 8/10 10/16 16/20 20/30 |
6/8 8/12 12/16 16/25 |
5/6 6/10 10/12 12/20 |
4/5 5/8 8/10 10/16 |
| Длина перемещения, мм: | Допуск а/б | ||||||
Параллельность траектории вертикального перемещения суппорта фрезы оси вращения стола (шпинделя изделия): а) в плоскости, перпендикулярной перемещению стола (стойки) б) в плоскости, параллельной перемещению стола (стойки) |
 |
До 160 С выше 160 до 250 » 250 » 400 » 400 » 630 |
- | 12/16 16/20 20/25 25/30 |
8/10 10/12 12/16 16/20 |
5/6 6/8 8/10 10/12 |
3/4 4/5 5/6 6/8 |
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков классов точности | |||
| Н | П | В | А | ||||
| Б. Проверка точности образца-изделия | Допуск, угл. с | ||||||
Точность положения профилей соседних зубьев |
- | До
80 Свыше 80 до 125 » 125 » 200 » 200 » 320 » 320 » 500 » 500 » 800 » 800 » 1250 |
- | 65 50 40 32 25 20 16 |
40 32 25 20 16 12 10 |
25 20 16 12 10 8 6 |
16 12 10 8 6 5 4 |
Точность положения профилей зубьев по всей окружности |
- | До
80 Свыше 80 до 125 » 125 » 200 » 200 » 320 » 320 » 500 » 500 » 800 » 800 » 1200 |
- | 200 160 125 100 80 65 50 |
125 100 80 65 50 40 32 |
80 65 50 40 32 25 20 |
50 40 32 25 20 16 12 |
| Ширина зубчатого венца, мм: | - | Допуск, мкм | |||||
Точность направления зуба |
- | До
40 Свыше 40 до 100 » 100 » 160 » 160 » 250 » 250 » 400 |
12 16 20 25 32 |
10 12 16 20 25 |
8 10 12 16 20 |
6 8 10 12 16 |
|