
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
4.4. Нормы точности зубодолбежных станков.
Контроль геометрической точности зубодолбежных станков производится по методике, изложенной в ГОСТ 658-78 для каждой проверки отдельно. В табл. 4.5 приведены некоторые проверки норм точности вертикальных зубодолбежных станков.
4.5. Нормы точности зубодолбежных вертикальных станков
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков классов точности | ||
| Н | П | В | ||||
| Допуск а/б | ||||||
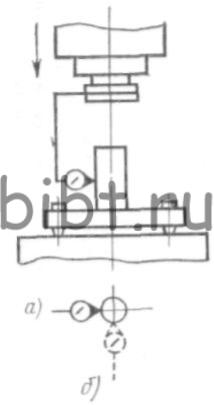
Постоянство положения оси вращения стола (шпинделя изделия): а) у рабочей поверхности стола б) на расстоянии L |
 |
80 Свыше 80 до 125 » 125» 200 » 200 » 320 » 320 » 500 » 500 » 800 » 800 » 1250 » 1250 » 2000 |
100 160 200 200 300 300 300 300 |
3/4 4/6 5/8 6/10 8/12 10/16 12/20 16/25 |
2/2,5 2,5/4 3/5 4/6 5/8 6/10 8/12 10/16 |
1,2/1,6 1,6/2,5 2/3 2,5/4 3/5 4/6 5/8 6/10 |
Радиальное биение центрирующего отверстия стола (шпинделя изделия) |
 |
80 Свыше 80 до 125 » 125 » 200 » 200 » 320 » 320 » 500 |
- | 6 6 8 10 12 |
4 4 5 6 8 |
2,5 2,5 3 4 5 |
Осевое биение стола (шпинделя изделия) |
 |
80 Свыше 80 до 125 » 125 » 200 » 200 » 320 » 320 » 500 » 500 » 800 » 800 » 1250 » 1250 » 2000 |
- | - | 2,5 3 4 5 6 8 10 12 |
1,6 2 2,5 3 4 5 6 8 |
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков классов точности | ||
| Н | П | В | ||||
Торцовое биение рабочей поверхности стола (планшайбы шпинделя изделия) |
 |
80 Свыше 80 до 125 » 125 » 200 » 200 » 320 » 320 » 500 » 500 » 800 » 800 » 1250 » 1250 » 2000 |
- | 5 6 8 10 12 16 20 25 |
3 4 5 6 8 10 12 16 |
2,5 3 4 5 6 8 10 12 |
| Допуск а/б | ||||||
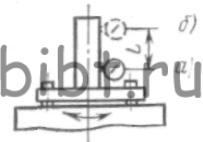
Радиальное биение отверстия шпинделя долбяка (для станков, работающих хвостовым долбяком): а) у торца шпинделя долбяка б) на расстоянии L |
 |
80 Свыше 80 до 200 » 200 » 500 » 500 » 1250 » 1250 » 2000 |
50 50 100 150 150 |
5/6 6/8 8/12 10/16 12/20 |
3/4 4/5 5/8 6/10 8/12 |
2,5/3 3/4 4/6 5/8 6/10 |
Радиальное биение центрирующей поверхности посадочной шейки под зуборезный долбяк |
 |
80 Свыше 80 до 200 » 200 » 500 » 500 » 1250 » 1250 » 2000 |
- | 5 6 8 10 12 |
3 4 5 6 8 |
2 2,5 3 4 5 |
Продолжение табл. 4.5
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мм, для станков классов точности | ||
| Н | П | В | ||||
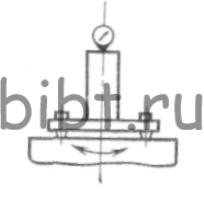
Торцовое биение опорной поверхности под зуборезный долбяк |
 |
80 Свыше 80 до 200 » 200 » 500 » 500 » 1250 » 1250 » 2000 |
6 8 10 12 16 |
4 5 6 8 10 |
2,5 3 4 5 6 |
|
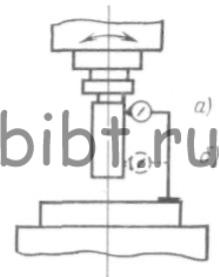
Совпадение оси вращения шпинделя долбяка с осью вращения стола в плоскости, перпендикулярной перемещению стола |
 |
80 Свыше 80 до 200 » 200 » 500 » 500 » 1250 » 1250 » 2000 |
16 20 25 30 40 |
10 12 16 20 25 |
6 8 10 12 16 |
|
| Длина перемещения | Допуск a/б | |||||
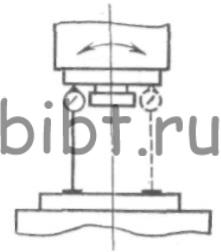
Параллельность траектории вертикального перемещения шпинделя долбяка оси вращения стола: а) в плоскости перпендикулярной к направлению перемещения стола б) в плоскости параллельной перемещению стола |
 |
До
30 Свыше 30 до 50 » 50 » 80 » 80 » 125 » 125 » 200 » 200 » 320 |
- | 5/6 6/8 8/10 10/12 12/16 16/20 |
3/4 4/5 5/6 6/8 8/10 10/12 |
2/2,5 2,5/3 3/4 4/5 5/6 6/8 |