
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
7. ОБРАБОТКА ТОРЦОВ ЗУБЬЕВ.
7.1. Технические данные станков для обработки торцов зубьев: 5Е580, 5Н582, ЕЗ101, КН50, 5Б525, 5Б525-2, 5527, ВС320А, ВС500.
Обработку торцов зубьев зубчатых колес осуществляют для придания торцу специальной формы, облегчающей вход в зацепление переключаемых колес, а также для притупления острых кромок и удаления заусенцев, образующихся при нарезании зубьев цилиндрических и конических зубчатых колес. На торцах зубьев можно получить форму в соответствии с требованиями эксплуатации колес, технологическими возможностями оборудования, а также с параметрами зубчатого колеса. Наибольшее распространение имеет радиусная форма торца зуба (рис. 7.1, а), получаемая при обработке пальцевыми фрезами, а также остроугольная (рис. 7.1,б), получаемая при обработке зубьев торцовыми фрезами.

Рис. 7.1. Формы торцовых поверхностей зубьев
Фаски у прямозубых цилиндрических колес снимают по всему контуру зубьев или по обоим профилям (рис, 7.1, в), а у косозубых колес в большинстве случаев фаски снимают с одной стороны профиля зубьев, имеющего острую кромку (рис. 7.1, г). В табл. 7.1 приведены технические данные станков для обработки торцов зубьев, а наиболее распространенные способы обработки в табл. 7.2.
7.1. Технические данные станков для обработки торцов зубьев 5Е580, 5Н582, ЕЗ101, КН50, 5Б525, 5Б525-2, 5527, ВС320А, ВС500.
| Модель станка | Наибольшие размеры обрабатываемых колес, мм | Инструмент | Масса станка, т | Тип инструмента | |||
| диаметр | модуль | ширина венца | диаметр, мм | частота вращения, об/мин | |||
| Зубозакругляющие и зубозаостряющие | |||||||
| 5Е580 | 320 | 6 | 140 | 18 | 1075-3258 | 3 | Пальцевая фреза |
| 5Н582 | 500 | 8 | 140 | 18 | 1000-2000 | 4 | |
| ЕЗ101 | 250 | 4,5 | 100 | 18 | 1420 | 2,9 | |
| КН50 | 220 | 4 | 100 | 20 | 600-1350 | 3,2 | Торцовая фреза |
| Зубофасочные и для снятия заусенцев | |||||||
| 5Б525 | 500 | 10 | 350 | 125 | 7700 | 0,315 | Абразивный дисковый круг |
| 5Б525-2 | 500 | 10 | 350 | 125 | 7700 | 0 345 | |
| 5527 | 1600 | 16 | 300 | 150 | 5580 | 0,69 | |
| ВС320А | 320 | 8 | 140 | 70 | 320 | 2,4 | Одновитковая червячная фреза |
| ВС500 | 500 | 10 | 140 | 75 | 205 | 3,5 | |
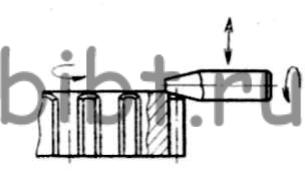
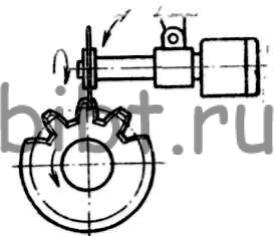
7.2. Способы обработки торцов зубьев
| Способ обработки | Схема |
Закругление торцов зубьев пальцевой фрезой |
 |
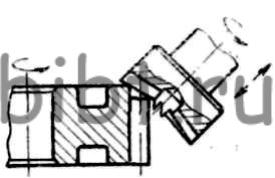
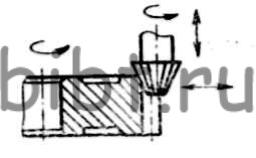
Закругление торцов зубьев пустотелой конусной торцовой фрезой |
 |
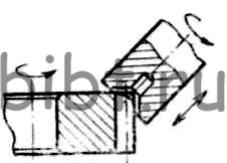
Закругление торцов зубьев фрезой с двумя внутренними режущими кромками |
 |
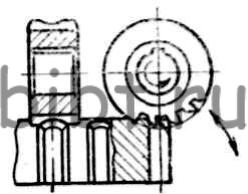
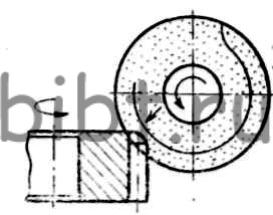
Закругление торцов зубьев дисковой фрезой |
 |
| Способ обработки | Схема |
Снятие фасок на торцах зубьев плавающим дисковым шлифовальным кругом |
 |
Снятие фасок на торцах зубьев червячным шлифовальным кругом |
 |
Снятие фасок на торцах зубьев конусной фрезой |
 |
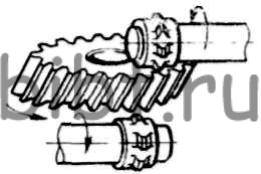
Снятие фасок на торцах зубьев одновитковой червячной фрезой |
 |