
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
10.4. Нормы точности станков для нарезания конических колес.
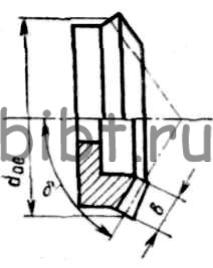
Контроль геометрической точности станков для нарезания конических колес с круговыми зубьями производится по нормам точности, регламентируемым ГОСТ 915-78, а с прямыми зубьями по ГОСТ 915-78. (табл. 10.5). Технологическое состояние станка окончательно оценивают нарезанием конического зубчатого колеса с углом делительного конуса δ = 55... 75°, внешним делительным диаметром dae= (0,5 ... 0,75)D (где D - наибольший диаметр обработки на станке), шириной венца b=(0,12... 0,18)dae и модулем m =(0,6... 0,75) mнб.
10.5. Нормы точности зуборезных станков для конических колес
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков точности | |||
| Н | П | В | А | ||||
| Проверки точности станка | |||||||
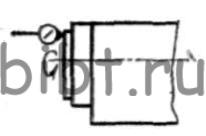
Торцовое биение шпинделя бабки изделия |
 |
До 200 | - | 6 | 4 | 3 | 2,5 |
| Свыше 200 до 500 | 8 | 5 | 4 | - | |||
| » 500 » 800 | 10 | 6 | 4 | - | |||
| » 800 » 1600 | 12 | 8 | - | - | |||
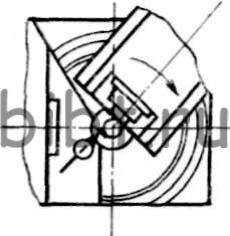
Постоянство положения оси шпинделя изделия по высоте при повороте бабки изделия вокруг оси |
 |
До 200 | - | 25 | 16 | 10 | 8 |
| Свыше 200 до 320 | 30 | 20 | 12 | - | |||
| » 320 » 500 | 40 | 25 | 16 | - | |||
| » 500 » 800 | 50 | 30 | 20 | - | |||
| 800 » 1600 | 65 | 40 | - | - | |||
| Проверка | Схема | Наибольший диаметробрабатываемого изделия,мм | L, мм | Допуск, мкм, для станков точности | |||
| Н | П | В | А | ||||
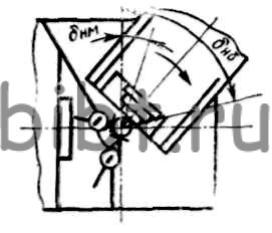
Пересечение оси поворота бабки изделия с осью шпинделя бабки изделия |
 |
До 200 | - | 25 | 16 | 10 | 8 |
| Свыше 200 до 320 | 30 | 20 | 12 | - | |||
| » 320 » 500 | 40 | 25 | 16 | - | |||
| » 500 » 800 | 50 | 30 | 20 | - | |||
| » 800 » 1600 | 65 | 40 | - | - | |||
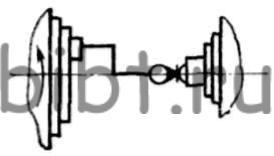
Осевое биение люльки |
 |
До 125 | - | - | 16 | 10 | 8 |
| Свыше 125 до 200 | 30 | 20 | 12 | 10 | |||
| » 200 » 500 | 40 | 25 | 16 | - | |||
| » 500 » 800 | 50 | 30 | 20 | - | |||
| » 800 » 1600 | 65 | 40 | - | - | |||
Радиальное биение конического отверстия шпинделя бабки изделия: а) у торца б) на расстоянии L |
Допуск а/б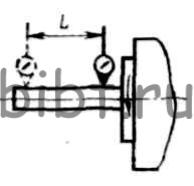 |
До 125 | 75 | - | 5/6 | 3/4 | 2/2,5 |
| Свыше 125 до 200 | 150 | 8/12 | 5/8 | 3/5 | 2/3 | ||
| » 200 » 500 | 150 | 10/16 | 6/10 | 4/6 | - | ||
| » 500 » 800 | 150 | 12/20 | 8/12 | 5/8 | - | ||
| » 800 » 1600 | 150 | 16/25 | 10/16 | - | - | ||
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков точности | |||
| Н | П | В | А | ||||
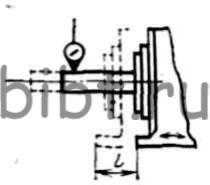
Параллельность направления перемещения бабки изделия или гильзы шпинделя к его оси в плоскости, параллельной и перпендикулярной плоскости перемещения |
 |
До 125 | 75 | - | 12 | 8 | 6 |
| Свыше 125 до 200 | 150 | 25 | 16 | 10 | 8 | ||
| » 200 » 500 | 200 | 30 | 20 | 12 | - | ||
| » 500 » 800 | 300 | 40 | 25 | 16 | - | ||
| » 800 » 1600 | 500 | 30 | 30 | - | - | ||
Торцовое биение базирующей поверхности инструментального шпинделя |
 |
До 125 | - | - | 4 | 2,5 | - |
| Свыше 125 до 200 | 6 | 4 | 2,5 | - | |||
| » 200 » 320 | 8 | 5 | 3 | - | |||
| » 320 » 500 | 8 | 5 | 3 | - | |||
| 500 » 800 | 10 | 6 | 4 | - | |||
| 800 » 1600 | 12 | 8 | - | - | |||
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков точности | |||
| Н | П | В | А | ||||
Радиальное биение базирующей конической поверхности инструментального шпинделя |
 |
До 125 | - | - | 4 | 2,5 | - |
| Свыше 125 до 200 | 8 | 5 | 3 | - | |||
| » 200 » 500 | 10 | 6 | 4 | - | |||
| » 500 » 800 | 12 | 8 | 5 | - | |||
| » 800 » 1600 | 16 | 10 | - | - | |||
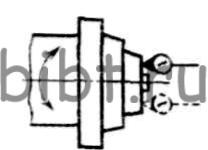
Совпадение оси люльки с осью шпинделя изделия: а) в плоскости вершин резцов б) на расстоянии L от плоскости вершин резов |
Допуск а,б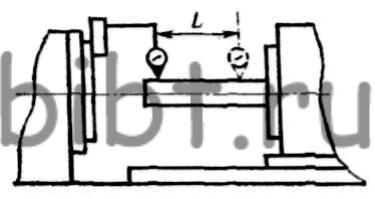 |
До 125 | 75 | - | 8/10 | 5/6 | 3/4 |
| Свыше 125 до 200 | 150 | 16/20 | 10/12 | 6/8 | 4/5 | ||
| » 200 » 500 | 150 | 20/25 | 12/16 | 8/10 | - | ||
| » 500 » 800 | 150 | 25/30 | 16/20 | 10/12 | - | ||
| » 800 » 1600 | 150 | 30/40 | 20/25 | - | - | ||
| Проверка | Схема | Наибольший диаметр обрабатываемого изделия, мм | L, мм | Допуск, мкм, для станков точности | |||
| Н | П | В | А | ||||
| Проверка точности образца-изделия | |||||||
| Допуск, с | |||||||
Точность положения профилей соседних зубьев |
 |
До 125 | - | 65 | 40 | 25 | |
| Свыше 125 до 200 | 65 | 40 | 25 | 16 | |||
| » 200 » 320 | 50 | 32 | 20 | - | |||
| » 320 » 500 | 40 | 25 | 16 | - | |||
| » 500 » 800 | 32 | 20 | 12 | - | |||
| » 800 » 1600 | 25 | 16 | - | - | |||
Точность положения профилей зубьев на всей окружности |
До 125 | - | 160 | 100 | 65 | ||
| Свыше 125 до 200 | 160 | 100 | 65 | 40 | |||
| » 200 » 320 | 125 | 80 | 50 | - | |||
| » 320 » 500 | 100 | 65 | 40 | - | |||
| » 500 » 800 | 80 | 50 | 32 | - | |||
| » 800 » 1600 | 65 | 40 | - | - | |||