
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка корпусов
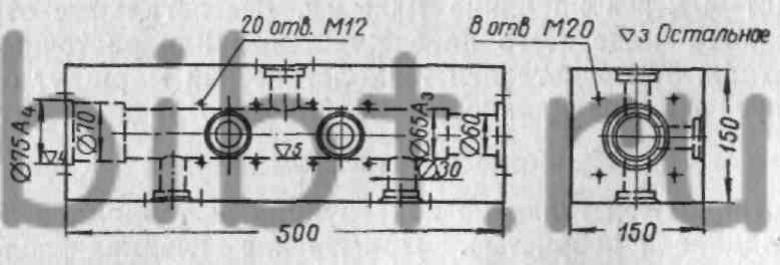
Технологический маршрут обработки корпуса трехпозиционного распределителя
Группа корпусов весьма разнообразна по своему составу, она состоит из корпусов клапанных и золотниковых распределителей, всевозможных клапанов, вентилей и т. д. Это в большинстве своем прямоугольной формы детали с отверстиями под установку клапанов, золотников и вентилей, с соединительными отверстиями и отверстиями для подводов и отводов рабочей жидкости и резьбовых отверстий для крепления фланцев, подводов и отводов. Корпуса обычно выполняются из стали 40.
Таблица 57 Технологический маршрут обработки корпуса трехпозиционного распределителя
Наименование и содержание операций |
Оборудование или рабочее место |
Строгальная. Строгать квадрат 150 х 150 мм и торцы по размеру 500 мм |
Продольно-строгальный станок |
Разметка. Разметить 5 отверстий диаметром 30 мм и выточки диаметром 75А4 с двух концов |
Разметочная плита |
Сверлильная. Сверлить сквозное отверстие диаметром 60 мм в центре квадрата с двух концов. Сверлить и торцевать 5 отверстий диаметром 30 мм со снятием фасок |
Сверлильный станок |
Токарная. Расточить отверстия диаметрами 65 и 70 мм и выточки диаметром 75А4 с двух концов |
Токарный станок |
Разметка. Разметить 20 отверстий М12 и 8 отверстий М20 |
Разметочная плита |
Сверлильная. Сверлить и нарезать 8 отверстий М20 и 20 отверстий М12 |
Сверлильный станок |
Слесарная. Зачистить заусенцы и запрессовать золотниковую втулку |
Слесарный верстак |
Токарная. Притереть отверстия диаметром 30А в золотниковой втулке притиром |
Токарный станок |
Контрольная. Окончательная приемка |
Контрольная плита |
Обработка плоскостей корпуса производится, как правило, на строгальных или фрезерных станках. При обработке плоскостей необходимо выдержать взаимную параллельность и перпендикулярность сторон в пределах 0,2—0,3 мм на длине 1000 мм.
Обработка отверстий под установку клапанов, седел, золотниковых втулок, вентилей и других деталей выполняется на токарных, сверлильных или расточных станках. Основные требования к обработке отверстий сводятся к обеспечению их перпендикулярности к плоскостям, на которых они располагаются, в пределах 0,1—0,2 мм на длине 1000 мм. Все остальные отверстия выполняются чаще всего на сверлильных или расточных станках. В табл. 57 представлен технологический маршрут обработки корпуса трехпозиционного золотникового распределителя.