
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка золотниковых втулок
Технологический маршрут обработки золотниковой втулки
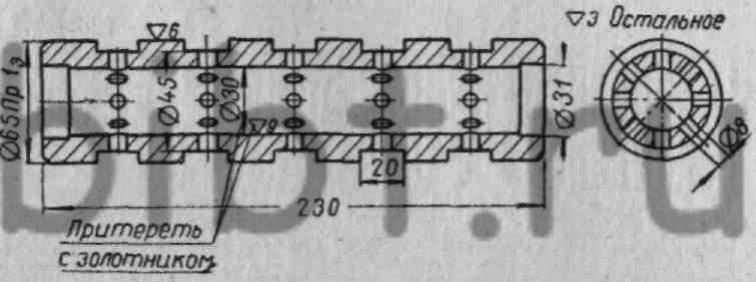
Золотниковые втулки по конструкции выполняются двух типов: гладкие и ребристые. Применение гладких золотниковых втулок усложняет растачивание корпуса золотникового распределителя, так как выточки с наружного диаметра втулки в этом случае переносятся на отверстие корпуса.
Втулки выполняются либо из стали 40, либо из стали 40Х и подвергаются закалке на твердость Rc=>40.
Золотниковые втулки после закалки шлифуются по внутреннему и наружному диаметру. На внутреннем диаметре при этом оставляется припуск под притирку до 0,01—0,02 мм. Притирка отверстия производится после запрессовки в корпус. Притирка осуществляется чугунным притиром с пастой ГОИ. При притирке втулки стремятся обеспечить размер отверстия по 2 классу точности, геометрию (отсутствие конусности и овальности) и шероховатость 9 класса.
Технологический маршрут обработки золотниковой втулки приведен в табл. 58.
Таблица 58 Технологический маршрут обработки золотниковой втулки
Наименование и содержание операций |
Оборудование или рабочее место |
Отрезная. Отрезать от проката диаметром 75 мм заготовку длиной 235 мм |
Отрезная пила |
Токарная. Обточить с припуском 3 мм на диаметр и сверлить отверстие в Центре диаметром 25 мм |
Токарный станок |
Токарная. Обточить диаметр 65 мм с припуском 1,2 -0,2 мм и расточить отверстие диаметром 30 мм с припуском 1 +0,2 мм. Обточить остальные поверхности по чертежу |
Токарный станок |
Разметка. Разметить 40 отверстий диаметром 8 мм |
Разметочная плита |
Сверлильная. Сверлить 40 отверстий диаметром 8 мм |
Сверлильный станок |
Слесарная. Скруглить кромки в отверстии Термическая. Закалка из соляной ванны и отпуск на твердость Rc=>40 |
Слесарный верстак Термическое отделение |
Шлифовальная. Шлифовать отверстие с припуском под притирку 0,01—0,02 мм |
Внутришлифовальный станок |
Шлифовальная. Шлифовать наружный диаметр по размеру 65Пр1 3 |
Круглошлифовальный станок |
Слесарная. Зачистить отверстия диаметром 8 мм со стороны внутреннего диаметра 30 мм |
Слесарный верстак |
Контрольная. Окончательная приемка |
Контрольная плита |
Примечание. Притирку отверстия диаметром 30 мм производить после запрессовки в корпус.