
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка цилиндрических втулок.
Поскольку технология обработки этих втулок почти одинакова, в качестве примера приведем технологию обработки цилиндрической втулки из литой заготовки. Материал бронза Бр. ОС 8—21, чистый вес 556 кг (фиг. 152).
Последовательность обработки следующая: токарная черновая, старение или баббитовая наплавка, токарная чистовая, разметка, фрезерование, сверление и слесарная операция. В отверстие заготовки (поверхность 5) со стороны прибыльной части (поверхность 1) вставляется и крепится крестовина.
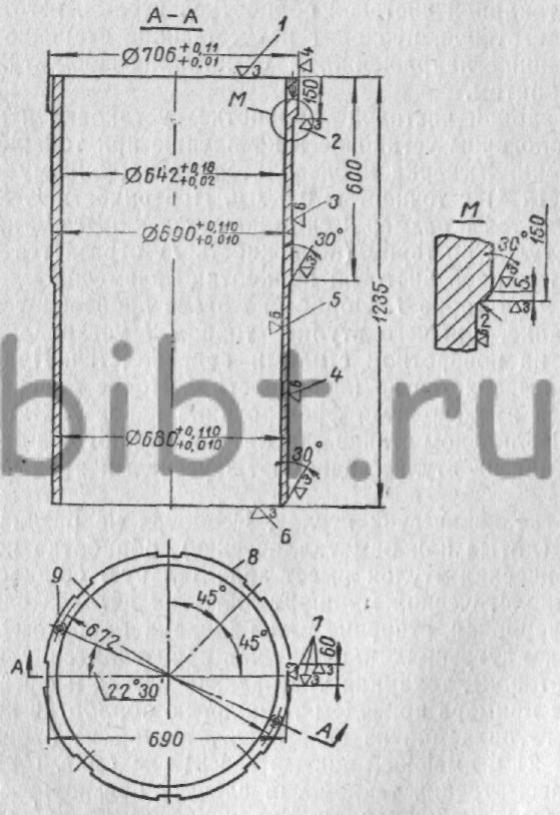
Фиг. 152. Цилиндрическая втулка конусной дробилки.
Затем заготовка устанавливается в кулачки, выверяется с точностью 1 мм и крепится по наружному диаметру прибыльной части. После выверки обрабатываются поверхности 2, 3, 4, 5, 6, 8 (у биметаллических втулок поверхность 5 обрабатывается с учетом баббитовой наплавки) с припуском от 3 до 5 мм на сторону. По наружному диаметру поверхности 8 протачивается канавка глубиной 10 мм с припуском по длине втулки от 3 до 5 мм.
Перед токарной чистовой обработкой втулки, изготовляемые из литых заготовок, проходят искусственное старение для снятия внутренних напряжений, а биметаллические втулки — наплавку баббитом.
При токарной чистовой обработке установка и крепление втулки аналогичны установке и креплению при токарной черновой операции. Выверка производится по наружному диаметру (поверхность 4) с точностью 0,5 мм. Поверхности 2, 3, 4, 6 и 8 обрабатываются в размер и снимаются фаски. Затем подводится люнет, и втулка по торцу (поверхность 1) отрезается в размер.
После токарной чистовой обработки размечаются пазы 7 и отверстия 9 на торце 1. Обработка пазов производится на фрезерном станке, для чего втулка торцом 1 устанавливается на подставки на поворотном столе и закрепляется. Правильность установки выверяется по поверхности 4. После выверки с поворотом стола производится фрезерование пазов 7. Затем на радиально-сверлильном станке сверлят и нарезают два отверстия 9. В заключение на втулке зачищают заусенцы и производят маркировку.