
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка подвижной и неподвижной брони
Режимы чернового и чистового точения марганцовистой стали Г13Л резцами с пластинками твердого сплава ВК8
Подвижная и неподвижная броня конусных дробилок имеет форму усеченного конуса. Заготовками являются отливки из марганцовистой стали Г13Л, которые перед механической обработкой подвергаются закалке и отпуску. Твердость после закалки Нb = 229.
Поскольку брони, проходящие механическую обработку, имеют форму усеченного конуса и изготовляются из стали одной марки, то технологический процесс их механической обработки и режимы резания подобны.
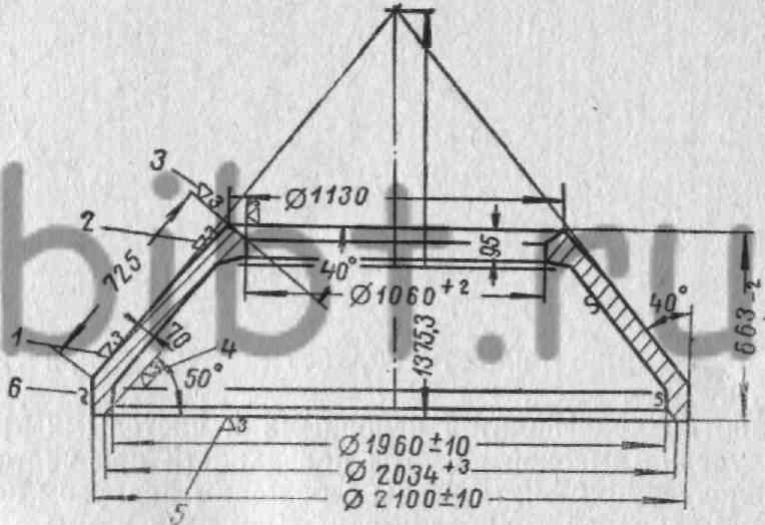
Фиг. 160. Броня конусной дробилки.
В качестве примера приведем технологический процесс механической обработки брони дробящего конуса дробилки мелкого дробления 2100 мм, имеющей чистый вес 2480 кг (фиг. 160).
Перед механической обработкой заготовка подвергается разметке. Базой в этом случае является внутренняя поверхность. При помощи малки, угол которой устанавливается соответственно чертежному углу наклона внутренней поверхности, выверяется положение брони конуса в четырех диаметрально противоположных точках, взятых произвольно.
После этого определяется вертикальная ось, соответствующая внутренней поверхности, и на торце диаметром 2100 мм наносятся взаимно перпендикулярные осевые, которые выносятся на наружную поверхность по всей высоте детали. Из точки пересечения взаимно перпендикулярных осевых линий на торце диаметром 2100 мм штангенциркулем наносится окружность диаметром 2034 мм, а также производится разметка по высоте H = 663 мм круговых рисок на поверхностях 6 и 2.
Затем заготовка брони ставится на размеченный торец, а на торец диаметром 1130 мм переносятся риски с боковой поверхности. Из точки их пересечения штангенциркулем описывается окружность диаметром 1130 мм. При разметке брони специальным толщиномером проверяется толщина стенки заготовки. После разметки к поверхности 6 привариваются электросваркой четыре планки для удобства кантовки и крепления заготовки при механической обработке.
Механическая обработка брони конуса производится на карусельном станке с планшайбой диаметром 2600 мм. Заготовка устанавливается торцом диаметром 2100 мм на планшайбу и крепится кулачками за поверхность 6. Выверка заготовки относительно центра планшайбы производится по размеченному диаметру 1130 мм, а на параллельность планшайбе — по круговой риске, нанесенной при разметке на поверхности 6. При данной установке подрезается торец по высоте H = 663 мм от риски на поверхности 6, а затем обтачиваются наружные конусные поверхности 1 и 2. После этого растачивается отверстие диаметром 1060 мм и конус на поверхности 3. Затем заготовка ставится на торец диаметром 1130 мм и крепится кулачками в распор за расточенное отверстие диаметром 1060 мм и за приваренные планки болтами с планками к планшайбе. При второй установке в размер подрезается торец (поверхность 5) и растачивается конусная поверхность 4.
Обработка конусных
поверхностей производится путем соответствующего подбора двух подач
через гитару станка для конического точения. Контроль правильности
обработки конусных поверхностей осуществляется шаблонами, а проверка
толщины стенки — толщиномером. По окончании механической
обработки приваренные планки срубаются, и места приварки зачищаются
наждачным кругом. Механическая обработка ведется резцами, оснащенными
пластинками твердого сплава ВК8, у которых ![]() =
10°, α = 8°, φ = 45°, фаска с отрицательным
углом 6—10°.
=
10°, α = 8°, φ = 45°, фаска с отрицательным
углом 6—10°.
Режимы резания при механической обработке берутся по табл. 60 и 61.
Таблица 60 Режимы чернового
точения марганцовистой стали Г13Л резцами с пластинками твердого
сплава ВК8 при работе без охлаждения, стойкость 90 мин. 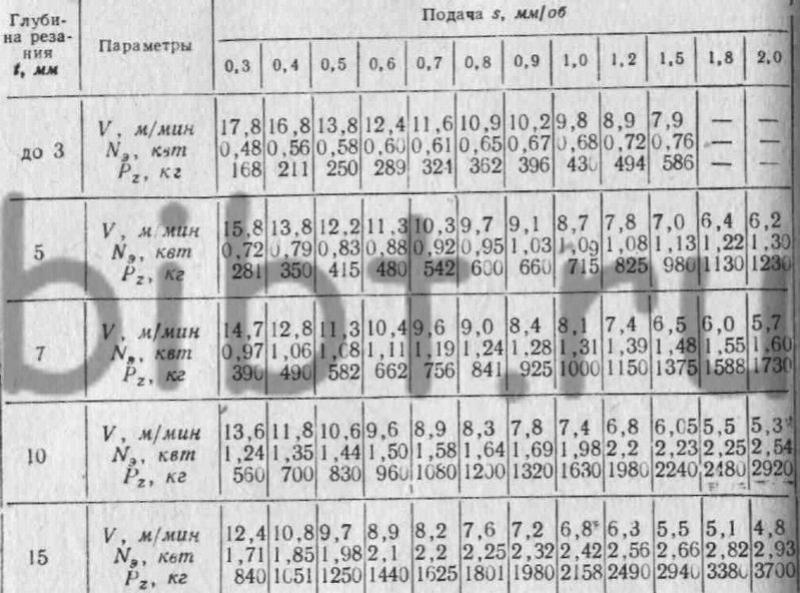
Таблица 61 Режимы чистового
точения марганцовистой стали Г13Л резцами с пластинками твердого
сплава ВК8 при работе без охлаждения, стойкость 90 мин. 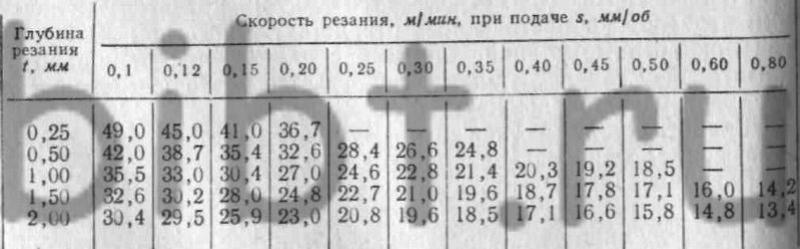
Обычно обработка ведется одновременно правым и левым штосселем траверсы на режимах: t = 2 - 2,5 мм на сторону, s = 0,8 - 1 мм/об, v = 7-9 м/мин.
Наряду с обработкой резцами, оснащенными твердосплавными пластинками ВК8, обработка производится и резцами, оснащенными твердосплавными пластинками Т5К10, причем стойкость их при обработке на 20% ниже, чем стойкость резцов ВК8.