
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка торцовых крышек
Загрузочная торцовая крышка шаровой мельницы 3200X3100 мм.
Конструкции загрузочных торцовых крышек трубных, шаровых и стержневых мельниц по основным элементам подобны. На фиг. 165 представлена загрузочная торцовая крышка шаровой мельницы 3200X3100 мм. Торцовые крышки изготовляются цельнолитыми из стали 35Л или сварными.
Перед сваркой элементы крышек проходят механическую обработку. Обрабатываются поверхности, подлежащие сварке, причем для сокращения последующей механической обработки цапфы обрабатываются кругом с припуском 10 мм на сторону.
После сварки крышки проходят отжиг в термическом цехе и затем поступают в механический цех для окончательной обработки.
К обработке торцовых крышек предъявляются следующие технические требования.
1. Торцовое биение поверхности М и радиальное биение поверхности Н относительно оси цапфы допускается не более 0,3 мм.
2. Смещение осей отверстий, расположенных на фланцах и конусе крышек, допускается не более 1 мм.
Типовой технологический процесс механической обработки загрузочной крышки состоит из следующих операций: разметки, карусельной обработки, вторичной разметки и сверления.
Прежде всего проверяется шаблоном пригодность крышки к механической обработке, проверяется поверхность К и размечаются по высоте торец фланца и торец цапфы. Затем следует карусельная обработка с двух установок. Вначале крышка устанавливается торцом цапфы на планшайбу станка, крепится кулачками и дополнительно за проушины. После этого обрабатывают наружную поверхность и оба торца фланца крышки. Для выверки крышки при второй установке на наружной поверхности фланца и наружном его торце, обращенном в данный момент к планшайбе станка, протачиваются пояски под v 5.
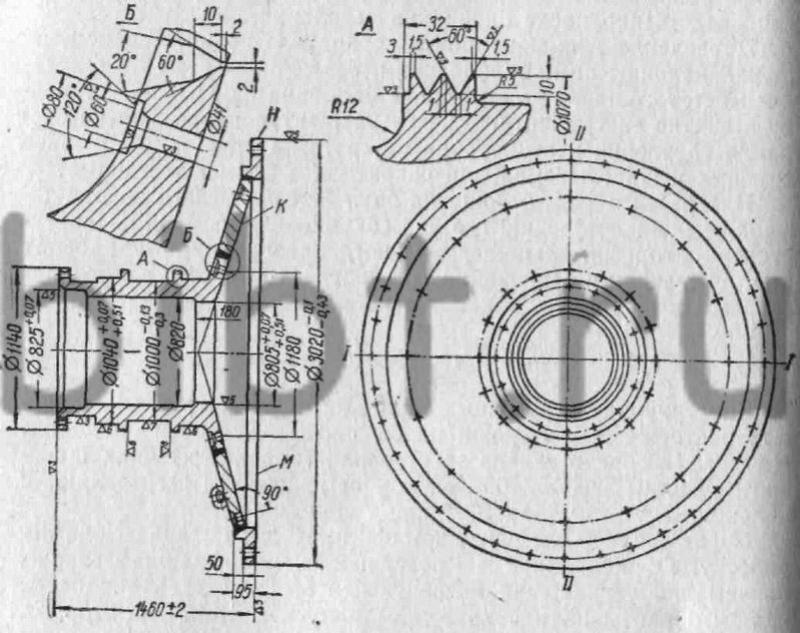
Фиг. 165. Загрузочная торцовая крышка шаровой мельницы 3200X3100 мм.
Затем обработанным торцом фланца крышка устанавливаем ся на калиброванные полкладки, выверяется с точностью до 0,05 мм по пояскам, проточенным при первой установке, и закрепляется кулачками.
При второй установке проводится черновая и чистовая обработка цапфы. При черновой обработке наружный и внутренний диаметры цапфы протачиваются с припуском 3 мм на сто-рону. Затем проверяется точность установки, как указано выше, и производится чистовая обработка цапфы. Шейка под опорный подшипник диаметром 1000 мм после чистовой обточки для упрочнения и уменьшения шероховатости поверхности накатывается роликом.
После карусельной операции на разметочной операции наносится осевая I—I и размечаются отверстия на конусе крышки со стороны внутренней поверхности К.
Обработка крышки завершается сверлильной операцией, выполняемой на радиально-сверлильном станке. По кондукторам, устанавливаемым по осевой I—I, сверлятся отверстия на торце цапфы и фланце. В отверстиях на торце цапфы нарезается резьба. На фланце крышки отверстия сверлятся по зеркальному кондуктору, который применяется для сверления отверстий как в крышке, так и во фланцах барабана.
Для сверления и торцовки отверстий на конусе крышки она торцом цапфы устанавливается на поворотном столе. Сверление и торцовка отверстий производятся по разметке.