
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ЛИТЬЕ.
Распределение стального и чугунного литья по развесам на заводах тяжелого машиностроения
Стальные и чугунные заготовки для тяжелых машин выполняются отливкой в земляные, металлические и оболочковые формы, а мелкие сложные детали иногда отливаются по выплавляемым моделям. Качество отливок регламентируется ГОСТ для стальных из углеродистой стали ГОСТ 2009—55 и для чугунных из серого чугуна ГОСТ 1855—55.
Отливки в земляные формы могут производиться при помощи ручной либо механической формовки. Литье ручной формовки характеризуется: низкой точностью размеров — примерно 9 класса, значительными припусками, нестабильностью качества—вследствие неоднородности набивки форм и высокой трудоемкостью. Однако в условиях единичного производства для крупных, уникальных деталей ручная формовка по деревянным моделям в целом ряде случаев остается пока основным способом получения отливок.
Непрерывный рост мощности тяжелых машин закономерно приводит к увеличению размеров и веса ведущих деталей, в частности при проектировании прокатного, прессового оборудования, уникальных станков, гидротурбин и т. д.
Необходимость создания моноблочных деталей сложной, формы, воспринимающих рабочие усилия в тысячи тонн и являющихся основой уникальных машин, приводит к появлению весьма крупных отливок. К такого вида отливкам относятся станины рабочих клетей прокатных станов, в частности, тонколистовых станов холодной прокатки, габаритные размеры детали 8200 X 4260 X 1900 мм. Черновой вес такой станины достигает 132 т, а расход жидкого металла для заливки формы с прибылями и литниковой системой составляет примерно 180 т.
Наиболее крупной отливкой, выполненной за последние годы в нашей промышленности, является архитрав гидравлического пресса, отлитый Ново-Краматорским заводом тяжелого машиностроения. Вес этой отливки 145 т, расход жидкого металла 209 т, габаритные размеры детали 6810X2670X3200 мм. Среди крупных отливок выделяется станина рабочей клети прокатного стана, выполненная в 1956 г. фирмой «Bochumer Verein AG» (ФРГ). Вес отливки 257 т, габаритные размеры 11400X4400 мм при наибольшей толщине 1770 мм. Расход жидкой стали 380 т, в том числе 123 г на прибыли и литниковую систему [90]. Значительных размеров достигают также и чугунные отливки, например, поперечина шестнадцатиметрового карусельного станка имеет габариты 17300X3200X2000 мм и вес 120 т.
В общем балансе литье по развесам на заводах тяжелого машиностроения распределяется примерно в пределах соотношений, приведенных в табл. 7.
Таблица 7 Примерное распределение стального и чугунного литья по развесам на заводах тяжелого машиностроения
| Развес литья, т |
В % к общему количеству | |
| стальное литье | чугунное литье | |
| ДО 0,1 | 8,7 | 11,1 |
| 0,1- 1 | 20,5 | 23,5 |
| 1 - 5 | 17,2 | 15,8 |
| 5 -10 | 15,8 | 21,4 |
| 10 -25 | 18,2 | 17,2 |
| 25 -50 | 10,5 | 8,3 |
| св. 50 | 9,1 | 2,7 |
Машинная формовка благодаря работам советских литейщиков стала не только характерной особенностью крупносерийного и массового производства, но и получила возможность широкого распространения в условиях мелкосерийного и даже единичного производства.
На существующих формовочных машинах изготовляются формы для отливок весом до 8—10 т. Для этих целей применяются тяжелые семнадцатитонные формовочные машины, сорокатонные встряхивающие столы и крупные пескометы.
Применение машинной формовки механизирует, главным образом, три операции формовки: землеподачу, уплотнение формовочной смеси в опоке и извлечение моделей из форм. Механизация этих операций благоприятно сказывается на качестве отливок и точности их размеров благодаря более равномерной плотности набивки форм и механического удаления моделей из опок без «раскачивания» их. Облегчается труд формовщика и увеличивается производительность процесса формовки.
Введение в практику координатных подмодельных плит создало условия для рационального использования машинной формовки для сравнительно небольших отливок даже в том случае, когда одновременно изготовляется только 3—4 шт. одного наименования. Таким образом, в условиях заводов тяжелого машиностроения в настоящее время имеется реальная возможность для изготовления не менее 60—65% литья машинной формовкой.
Литье в металлические формы, несмотря на относительно небольшие партии деталей, изготовляемые в условиях заводов тяжелого машиностроения, также находит свое применение. В последние годы при изготовлении повторяющихся стальных и чугунных деталей, имеющих форму тел вращения и значительные габариты, широкое распространение получили так называемые полукокильные формы.
Основной частью полукокильной формы является металлический жакет, поверхность которого облицована тонким слоем формовочной смеси. Вследствие ограниченной толщины слоя формовочной смеси остывание отливок в полукокиле происходит в несколько раз быстрее, чем в обычной форме. По сравнению с чистококильным, полукокильное литье, как показал опыт, имеет то преимущество, что на отливках, залитых в полукокиль, не образуется трещин, значительно увеличивается стойкость металлических жакетов и соответственно сокращаются затраты на их изготовление. Отливки, выполненные этим способом, имеют, как правило, большую точность размеров, лучшую чистоту поверхности и соответственно меньшие припуски на механическую обработку по сравнению с литьем, полученным машинной формовкой. Структура отливок получается более мелкозернистой, что благоприятно влияет на их механическую прочность. В полукокиль отливаются такие крупные стальные детали, как венцы для мельниц диаметром 4500 мм и весом отливки 17,5 т, чаши для шлаковозов объемом 16,5 м3 с габаритами отливки 4100X3180X2900 мм и весом 18,3 т, торцовые загрузочные и разгрузочные крышки для мельниц весом 12 и 9 т, зубчатые венцы экскаватора ЭКГ-4 диаметром 3800 мм и весом 2,5 т и т. д.
В кокиль отливается весьма разнообразная номенклатура чугунных деталей, например крупные тексропные шкивы с весом отливки 3,4 т, надставки и поддоны для изложниц.
Условием возможности применения кокильных отливок, кроме определенной повторяемости деталей, является отсутствие выстунающих частей, которые обычно мешают усадке и могут вызывать трещины в отливке.
Центробежное литье применяется преимущественно в тех случаях,когда деталь имеет форму тела вращения. При центробежной отливке достигается большая плотность и более высокие механические свойства отливок. Возможно получение более тонкостенных отливок и отливок из сплавов, обладающих низкой жидкотекучестью. Достигаются более жесткие допуски на размеры и больший вес отливок по сравнению с литьем в песочные формы.
В тяжелом машиностроении этот способ находит применение главным образом для производства бронзовых деталей, например: венцов червячных колес, гаек винтов нажимных устройств прокатных станов, втулок, грундбукс и др. Наиболее крупные детали, отлитые центробежным способом, имеют диаметральные размеры до 2200 мм и вес порядка 3 т.
Применение в производстве крупных сложных отливок, выполненных центробежным способом, как показывает опыт Ново-Краматорского завода [94], может быть расширено за счет использования полукокильной отливки на существующих машинах. В этом случае в кокиль устанавливаются стержни, либо формовка детали по модели производится непосредственно в кокиле с применением быстросохнущих смесей. Переход на полукокильную отливку позволяет, с одной стороны, получить центробежным способом отливки гораздо более сложной формы, а с другой стороны, уменьшить парк кокилей, находящийся в эксплуатации, за счет использования их для определенных групп деталей.
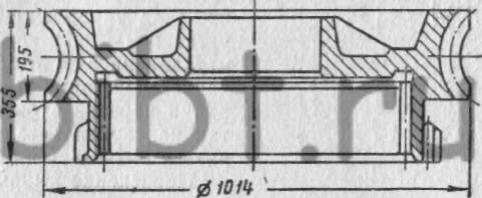
Фиг. 28. Червячный венец, отлитый центробежным способом в кокиле с установкой стержней.
Интересной деталью, отливка которой производится центробежным способом в кокиле с установкой стержней, является червячный венец (фиг. 28). Материал — бронза Бр. ОФ 10—1. В основу литейной технологии для таких деталей заложен принцип равномерного затвердевания отливок во всех сечениях и уплотнение металла за счет центробежных сил.
Червячный венец, как наиболее массивное тело, выполняется непосредственно в кокиле, а тонкие стенки венца и ступицы с ребрами отливаются в стержнях, установленных в кокиль. Для уменьшения усадочной раковины в залитую форму доливают горячий металл. Кокиль снаружи охлаждается струей воздуха. Залитая форма вращается на машине в течение 45 мин., после чего кокиль вместе с отливкой снимают и передают на выбивку.
Литье в оболочковые формы находит применение и в тяжелом машиностроении. Оболочковые формы используются как для отливки мелких деталей, идущих в производство в больших количествах, так и в виде вставок для повышения точности крупных отливок.
Благодаря высокой точности и чистоте поверхности отливок имеется возможность сократить до 40—45% объем механической обработки деталей, снизить до 30—50% вес заготовки. Этим способом отливаются заготовки весом до 60 кг, в частности барабаны тельферов, корпуса масляных насосов, резервуары и т. д. На одном из заводов с участием ВПТИ были переведены на отливку в оболочковые формы маховики. Черный вес заготовки по старой технологии 105 кг, черный вес детали, отлитой в оболочковую форму, 47 кг.
Литье по выплавляемым моделям используется для отливки весьма сложных деталей. Шероховатость поверхности отливок соответствует 4—5 классам чистоты по ГОСТ 2789—59, точность 5—7 классам. При сравнительно небольших сериях литье по выплавляемым моделям по производительности успешно может конкурировать с литьем под давлением, не уступая ему по точности.
На заводах тяжелого машиностроения отливки этого вида находят применение для изготовления разнообразного литого инструмента и широкой номенклатуры сложных деталей, идущих даже небольшими партиями. Отливки по выплавляемым моделям дают экономию металла от 40 до 70% при одновременном сокращении объема механической обработки на 50—80%.
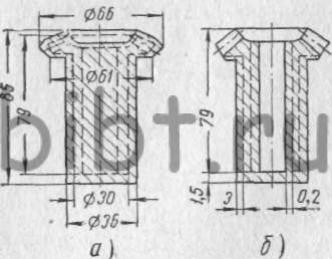
Фиг. 29. Заготовки конической шестерни (z = 40; m = 1,5): а — штампованная; 6 — точного литья.
Так, например, перевод на отливку по выплавляемым моделям пары конических шестерен из узла управления буровой установки дал сокращение металла на 54% и объема механической обработки на операции нарезки зубьев на 50%, так как зубья стали выполняться литыми (фиг. 29, а, б). Проведение нормализации и создание значительного количества однотипных деталей открывает значительные возможности по расширению изготовления отливок по выплавляемым моделям. Так, например, .на одном из заводов проведение нормализации смазочной арматуры высокого давления позволило перевести детали с кованых заготовок на отливки по выплавляемым моделям. Применение более совершенных заготовок дало возможность упростить процесс механической обработки. Расход металла сократился на 65—70%, затраты труда на механическую обработку уменьшились в 3 раза.
Дальнейшее совершенствование процессов точного литья является одним из основных путей сокращения объема механической обработки мелких и средних деталей. В настоящее время освоены отливки весом до 140 кг. По выплавляемым моделям отливаются такие уникальные инструменты, как например, червячные фрезы с модулем 30.