
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Пальцевые фрезы для нарезания крупномодульных зубчатых колес.
Схема чернового нарезания крупномодульных колес пальцевыми фрезами.
Пальцевые фрезы применяются в основном для нарезания крупномодульных зубчатых колес 9 степени точности с шевронными, косыми и прямыми зубьями, а также для нарезания реек, венцов с внутренним зацеплением и червяков.
По своему назначению они делятся на черновые и чистовые.
Фиг. 185. Кукурузная пальцевая фреза.
Чистовые пальцевые фрезы представляют собой фасонный затылованный инструмент. Для каждого модуля применяют набор из 12 номеров фрез, номер фрезы соответствует определенному интервалу числа зубьев нарезаемого колеса. Черновые пальцевые фрезы до недавнего времени повторяли конструкцию чистовых фрез, отличаясь от них меньшими диаметральными размерам, менее точным выполнением профиля и наличием на режущих кромках стружкоразделительных канавок. Однако при удалении большого объема металла эти фрезы малопроизводительны и подвержены частым поломкам вершин зубьев из-за неудовлетворительного отвода стружки. Такое положение, естественно, вызывает необходимость в дальнейшем совершенствовании конструкции и геометрии черновых пальцевых фрез.
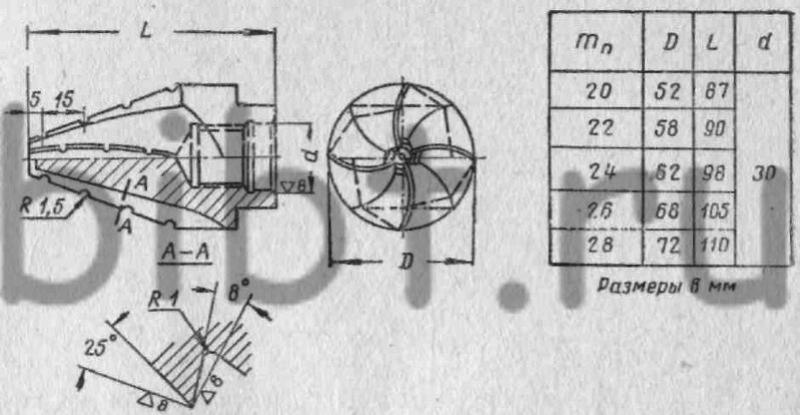
Фиг. 186. Черновые незатылованные пальцевые фрезы.
Созданы и эксплуатируются специальные прорезные, так называемые «кукурузные», пальцевые фрезы с прямолинейным затылованным профилем и винтовым расположением режущих, кромок (фиг. 185). Наличие значительного количества стружкоразделительных канавок, расположенных в шахматном порядке на режущих кромках, и винтовое расположение самих режущих канавок благоприятно сказываются на дроблении и отводе стружки. Производительность таких фрез по сравнению с обычными черновыми фрезами повышается до 25—30%. Кукурузные фрезы используются для прорезки колес от модуля; 40 и выше.
Более распространенным типом следует считать черновые пальцевые фрезы с незатылованными зубьями. На фиг. 186 приведена конструкция этого вида фрез для интервала модулей 16—28, для числа зубьев 55 и более. Отсутствие затылования обеспечивает получение необходимых значений задних и передних углов, а возможность заточки фрезы по задней грани увеличивает количество переточек инструмента. Таким образом, наряду с упрощением изготовления фрез, эти особенности улучшают условия резания и увеличивают срок эксплуатации инструмента.
Следует заметить, что крупные пальцевые фрезы целесообразно выполнять из углеродистой стали, производя наплавку быстрорежущей сталью только режущих кромок.
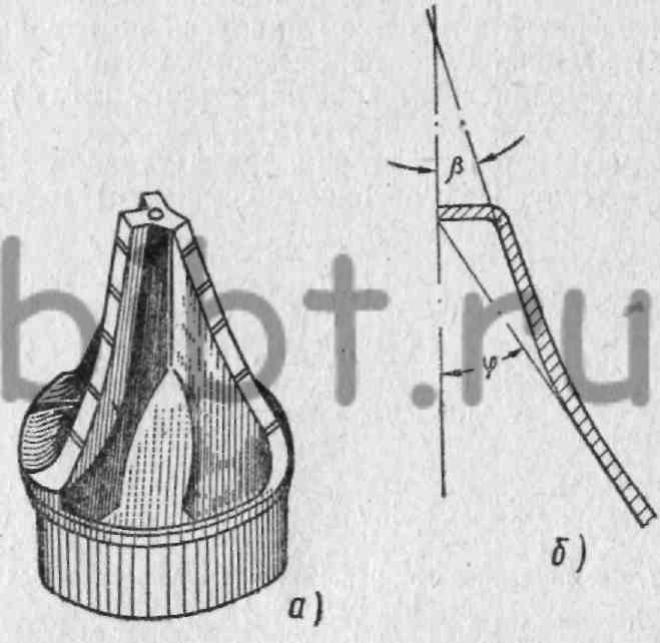
Существенное влияние на производительность зубонарезания, особенно крупномодульных колес, оказывает схема резания. Обычно черновые нарезания выполняются за два прохода одной и той же фрезой с делением припуска по глубине впадины (фиг, 187, а). Замена одной фрезы комплектом из двух черновых фрез с прямолинейным профилем (фиг. 187, б) позволила применить иную схему резания [77].
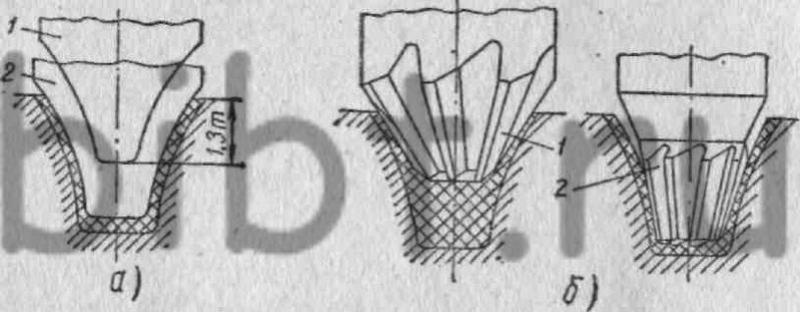
Фиг. 187. Схема чернового нарезания крупномодульных колес пальцевыми фрезами: а — прорезка одной фрезой; б — прорезка двумя фрезами.
В этом случае первая и вторая фрезы удаляют металл каждая на соответствующей глубине впадины, оставляя на боковых поверхностях зубьев только припуск на последующую об работку. Такой способ позволил создать более рациональную конструкцию фрез за счет увеличения числа зубьев на первой фрезе и уменьшения разницы между максимальными рабочими диаметрами обеих фрез. Сравнительные режимы резания приведены в табл. 67.
Таблица 67 Сравнительные режимы резания по старой и новой схемам чернового нарезания шевронных валов из углеродистой стали для модуля 45
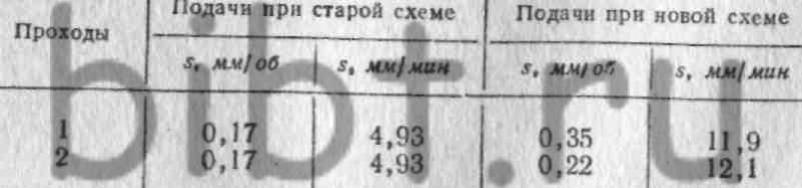
Для первого прохода режимы повышены в результате увеличения подачи на оборот фрезы, для второго —благодаря увеличению числа оборотов, которое стало возможным вследствие уменьшения максимального рабочего диаметра фрезы.
Фиг. 188. Черновая пальцевая фреза с уменьшенным числом зубьев: а — фреза; б — профиль фрезы.
Комплект из двух фрез применяется для чернового нарезания шестерен с числом зубьев до Z = 41 модулем от 45 до 75. Работы в области разработки производительной конструкции пальцевых фрез, поломки которых бы сводились к минимуму, ведутся также в направлении уменьшения числа зубьев и увеличения объема карманов для размещения стружки незатылованных черновых фрез (фиг. 188, а) [79].
Увеличение карманов создает благоприятные условия для размещения стружки у головки фрезы, сокращает случаи поломок и позволяет идти на увеличение подачи на оборот фрезы.
Второй особенностью указанной фрезы является замена кривой профиля ломаной линией из двух прямых (фиг. 188,б). Такое профилирование хотя несколько увеличивает припуск под чистовую обработку, зато позволяет затачивать зубья по задней грани на универсальном заточном станке. Угол наклона винтовых канавок выбирается в пределах 5—20°.
Незатылованные фрезы с уменьшенным числом зубьев повышают производительность процесса черновой обработки по сравнению с затылованными фрезами до 1,5 раза. Внедрение черновых пальцевых фрез, оснащенных твердым сплавом, открывает новые возможности дальнейшей интенсификации зуборезных операций, выполняемых этим инструментом.