
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Порядок нарезания зубьев цилиндрических колес
Технологический процесс обработки цилиндрических зубчатых колес.
Технологический процесс обработки цилиндрических зубчатых колес предусматривает следующий порядок нарезания червячными фрезами.
1. Зубчатые колеса модулем от 3 до 8 нарезаются за один черновой и один чистовой проход.
2. Зубчатые колеса модулем от 8 до 14 нарезаются за два черновых и один чистовой проход. Колеса более крупных модулей, если они нарезаются «начерно» и «начисто» червячными фрезами, также обрабатываются за три прохода.
3. Зубчатые колеса 7 степени точности после чернового прохода дисковыми фрезами нарезаются червячной фрезой за два прохода—предварительный и чистовой.
4. Зубчатые колеса 8 и более низких степеней точности после чернового прохода дисковыми фрезами нарезаются червячной фрезой за один проход.
5. Шестеренные валки, прорезанные дисковыми фрезами, червячной фрезой, обрабатываются за два прохода.
Черновая обработка дисковыми фрезами применяется для зубчатых колес модулем от 12 и выполянется в следующем порядке.
1. Колеса модулем от 12 до 30 с числом зубьев менее 60 прорезаются двумя дисковыми фрезами за два прохода. Подачи при первом проходе берутся с коэффициентом 0,9 , при втором проходе — с коэффициентом 1,4 против табличных.
2. Колеса с числом зубьев более 60 прорезаются двумя дисковыми фрезами за один проход. Табличная подача принимается с коэффициентом 0,9.
3. Колеса модулем от 12 до 16 при числе зубьев более 130 могут обрабатываться тремя дисковыми фрезами за один проход. Табличная подача в этом случае принимается с коэффициентом 0,8.
Необходимость двух проходов при прорезании колес с числом зубьев менее 60 объясняется тем, что в этом случае профиль впадины зубьев значительно отличается от профиля рейки. Это не дает возможности получить за один проход при работе двумя фрезами с прямолинейным профилем необходимую величину и равномерное расположение припуска на нарезаемых зубьях. Такую возможность создает обработка в два прохода, при этом фрезы устанавливаются на оправке на расстоянии А (фиг. 189,а) с таким расчетом, чтобы при прорезании на полную глубину, равную 2,22 mн, зуб п, находящийся между фрезами, имел минимальный и наиболее равномерно расположенный припуск. Деление ведется через зуб, в результате чего половина зубьев п имеет заданный припуск, а вторая половина зубьев m имеет увеличенный припуск.
После окончания первого прохода нарезаемое колесо поворачивается на один зуб (фиг. 189, б), и производится второй, проход также с делением через зуб. При втором проходе снимается излишний припуск только с зубьев m, и они по величине припуска становятся такими же, как и зубья п. Второй проход производится на полную глубину, равную 2,22 mн, с увеличенной в 1,4 раза подачей против табличной.
Пальцевыми фрезами нарезание зубьев обычно производится модулем до 45 за три прохода — черновой, предчистовой и чистовой. Для зубьев модулем свыше 45 применяется четыре прохода—два черновых, предчистовой и чистовой.
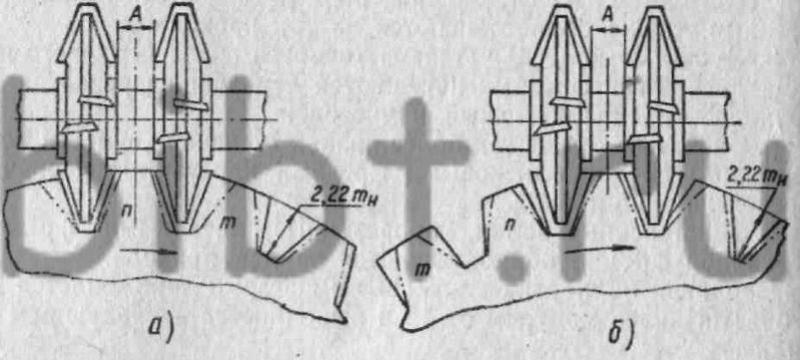
Фиг. 189. Схема прорезания дисковыми фрезами зубчатых колес с числом зубьев менее 60: а — первый проход; б — второй проход.
Таблица 68 Число
проходов и глубина резания в зависимости от модуля шевронных колес
при нарезании их дисковыми долбяками
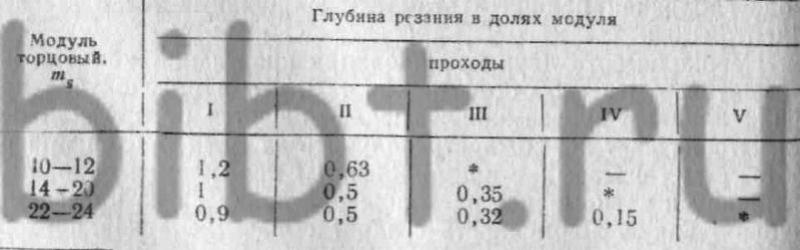
Глубина резания последнего прохода, независимо от модуля, берется 0,8 мм
У шевронных колес, нарезаемых пальцевыми фрезами, после чистового прохода производят срезание вершины угла — шеврона. Этот переход выполняется по режимам чернового прохода. Подачи на черновые проходы при обработке углеродистой стали принимаются в пределах 0,02—0,04 мм на зуб для фрез обычной конструкции, на чистовые проходы — в пределах 0,1—0,16 мм на зуб фрезы.
При нарезании шевронных колес на крупных зубодолбежных станках дисковыми долбяками число проходов в зависимости от модуля обрабатываемого колеса устанавливается согласно табл. 68.
Полная высота зуба при нарезании крупными долбяками 1,9 торцового модуля. Данные приведены для углеродистых сталей. При обработке легированных, вязких сталей число проходов соответственно увеличивается на один.