
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка глобоидного червяка
Глобоидный червяк модуль 22,4 мм.
Шаблон для проверки и разметки глобоидного червяка
Рабочий чертеж правого двухзаходного глобоидного червяка модуль 22,4 приведен на фиг. 197. На чертеже приведены размеры и параметры, необходимые для нарезания червяка.
В частности на чертеже указано межосевое расстояние А = 900 ±0,04, диаметр профильный окружности Dо = 530 мм делительные диаметры червячного колеса Dд = 1456 мм и червяка D`д = 344 мм, профильный угол впадины червяка 19°42'12",
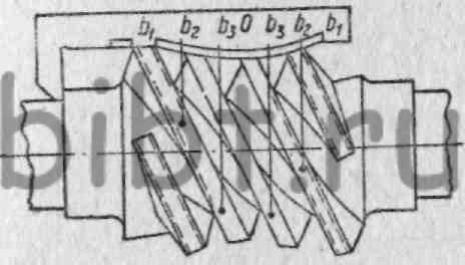
толщина витка в нормальном сечении по горловине червяка, а также приведена схема завалов витков червяка и указан базовый торец Б, от которого производится настройка при нарезании червяка.
Обработка заготовки глобоидного червяка под нарезку выполняется так же, как и обтачивание обыкновенного ступенчатого вала. Фасонная поверхность червяка проверяется по шаблону (фиг. 198), базой для которого должен быть выбран тот же торец бурта, по которому в дальнейшем будет базироваться проверочный шаблон на зубофрезерном станке.
По средней плоскости горловины насосят риску, служащую для ориентирования зубомера при измерении толщины витка червяка.
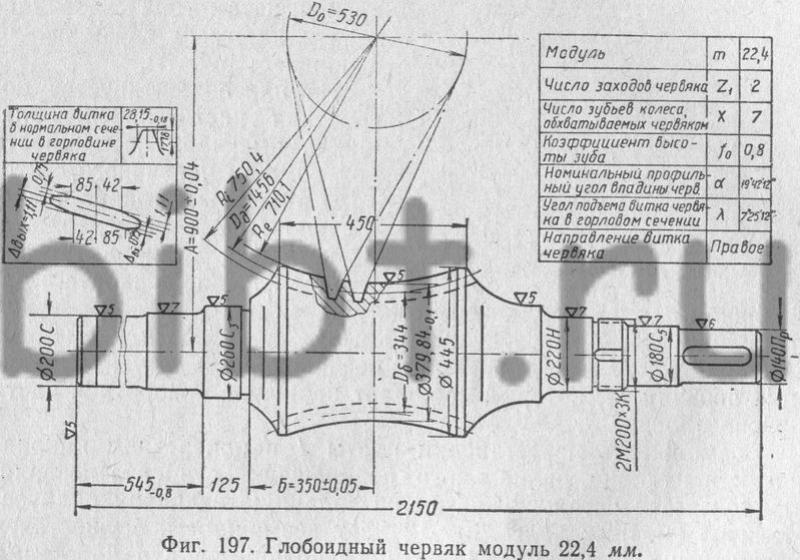
Фиг. 197. Глобоидный червяк модуль 22,4 мм.
После окончательной механической обработки заготовка поступает на зубофрезерный станок. В отличие от обычного процесса в данном случае заготовка и режущий инструмент меняются местами — червяк устанавливается в суппорт, а режущий инструмент устанавливается на столе зуборезного станка. Установка червяка в суппорте станка приведена на фиг. 196.
Используя постоянную базовую площадку на суппорте или контрольную оправку, устанавливают осевое положение глобоидного червяка, выдержав базовый размер Б.
Процесс нарезания глобоидного червяка состоит из трех этапов: чернового и чистового нарезания и нарезания завалов.
Фиг. 198. Шаблон для проверки и разметки глобоидного червяка.