
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Схема получения завалов при нарезании глобоидного червяка.
Шаблон для проверки и разметки глобоидного червяка
Нарезание завалов. Величина и расположение завалов относительно горловины устанавливаются конструктором в чертеже детали.
Выполнение завалов не связано с изготовлением новой оснастки, в этом случае используются приспособление и резцы применяемые для чистового нарезания.
Приступая к выполнению этой операции, необходимо по шаблону произвести разметку положения завалов (фиг. 198) и нанести керном точки начала завалов на входе в2 и на выходе в3 для одной и другой стороны нитки червяка.
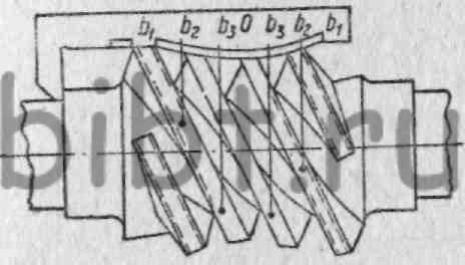
Фиг. 198. Шаблон для проверки и разметки глобоидного червяка
Для образования завалов на входе увеличивают межосевое расстояние на некоторую величину ΔАвх (фиг. 201) [71], смещают червяк в осевом направлении навстречу движению резца на величину ΔБвх и включают круговую подачу.
Увеличение
межосевого расстояния ΔАвх , необходимого для получения заданной по чертежу величины завала на
входе ΔАвх (см. фиг. 197), определялся по формуле 
где ![]()
Величина осевого
смещения червяка из среднего положения навстречу движению резца ΔБвх определяется
по формуле ![]()
Величину углов Θ'1 и Θ'2 находят из зависимости
![]() где
где 
Dо— диаметр профильной окружности;
Θо— углы соответствующие положениям точек b. Для получения завалов на выходной части червяка уменьшают межосевое расстояние на величину Δвых и смещают червяк по оси на величину ΔБвых в направлении стрелки С2.
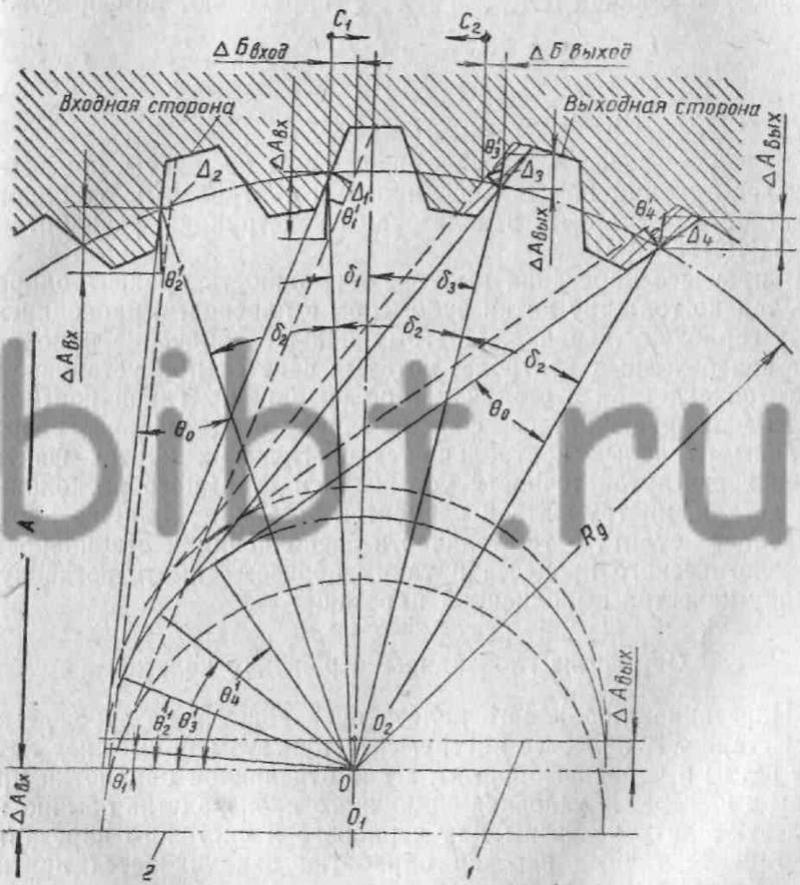
Фиг. 201. Схема получения завалов при нарезании глобоидного червяка: 1 — ось колеса при нарезании завалов на выходе; 2 — ось колеса при нарезании завалов на входе.
Значение величин ΔАвых и ΔБвых определяют по формулам
 где
где ![]()
Проверка точности нарезаемого червяка по шагу и профилю производится при помощи специальных контрольных приборов, в частности могут быть использованы конструкции, разработанные ЦНИИТМАШ.
В процессе нарезания имеется возможность проконтролировать только толщину нитки зубомером в плоскости, проходящей через горловину червяка. Поэтому большое значение приобретает попереходный контроль, который ведется при установке и подготовке детали и станка к этой операции. Такой контроль должен сопровождаться фиксированием в специально разработанных типовых контрольно-технологических картах фактически достигнутой точности установки и взаимного расположения детали, инструмента и элементов станка. Наличие карты позволяет судить о тщательности исполнения и стабильности технологического процесса и таким образом иметь косвенную оценку качества выполненной нарезки.