
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
КОНТРОЛЬ КАЧЕСТВА МАШИН
Испытание зубчатых передач под нагрузкой
Главными задачами контроля в сборочных цехах являются проверка качества собранной машины и правильности сборки отдельных ее узлов, проверка соответствия результатов испытания машины заданным техническим условиям. На большинстве заводов тяжелого машиностроения в сборочных цехах осуществляется контроль и за окраской машин, консервацией их, за комплектной и правильной упаковкой.
Для проверки качества изготовления машин, выпускаемых заводом, решающее значение имеет проведение полной контрольной сборки и испытаний на заводских стендах: Необходимость полной контрольной сборки, тем более в тяжелом машиностроении, диктуется тем, что в единичном производстве нельзя считать технологию изготовления деталей устойчивой, обеспечивающей точное выполнение всех параметров и исключающей ошибки производства и контроля.
Качество изготовления и контроля изделий в таком производстве в значительной степени зависит от квалификации исполнителей, так как оснащение производства кондукторами, макетами, приспособлениями и специальными средствами контроля не всегда рентабельно. Кроме того, необходимо учесть, что допуски на изготовление сопрягающихся поверхностей не всегда обеспечивают собираемость машин без подгоночных работ. Поэтому в единичном и мелкосерийном производстве необходимо проводить возможно более полную сборку машин и испытания, приближающиеся к эксплуатационным, с целью проверки собираемости машины, ее качества, работоспособности, с целью снижения пригоночных работ при монтаже у заказчика и выявления возможных ошибок изготовления. Нужно сказать, что при контрольной сборке одновременно выявляются также и отдельные ошибки конструкторов и технологов.
Однако имеются отдельные машины, полную контрольную сборку или полные испытания которых трудно осуществить в цехах завода, так как высота здания, площади цехов или другие причины не позволяют производить полную сборку машины. К таким машинам, в частности, относятся: крупные экскаваторы, мощные прессы, металлургические тяжелые краны, прокатные станы и другое уникальное оборудование. В этих случаях прибегают к узловой сборке и испытаниям каждого собранного узла в отдельности с проверкой собираемости узлов между собою и пригонкой их сопрягающихся поверхностей по макетам, спаренным кондукторам и другим контрольным приспособлениям или применяют цепную контрольную сборку.
Например, ГОСТ 518—54 на одноковшовые экскаваторы устанавливает, что «экскаваторы, поставляемые заказчику в разобранном виде, должны подвергаться контрольной сборке по узлам и испытаниям обкаткой на холостом ходу в объеме, определяемом техническими условиями завода-изготовителя. Этим же ГОСТ предусматривается, что технология изготовления и контроля узлов экскаватора должна обеспечивать собираемость этих узлов при монтаже на месте эксплуатации без дополнительных подгонок и доделок, за исключением мест, где такие работы предусмотрены техническими условиями изготовителя. Поэтому, например, на Уралмашзаводе при изготовлении карьерных гусеничных экскаваторов ЭКГ-4 с ковшом емкостью 4 м3 принята узловая контрольная сборка по укрупненным узлам, допускающим транспортирование их по железной дороге.
Следует отметить, что первую партию этих машин на заводе подвергали как узловой сборке, так и полной контрольной сборке с испытаниями в специальном заводском забое, начиная с преодоления тринадцатиградусного уклона при перемещении экскаватора и кончая двадцатичасовой работой по экскавации грунта и камней в соответствии со специальными техническими условиями. Затем, по мере отработки конструкции и технологии, перешли на выборочные испытания полностью собранной машины и, наконец, после окончательной отработки конструкции и технологии и после положительных испытаний машин в эксплуатации завод перешел только к узловой контрольной сборке серийных экскаваторов и испытаниям этих узлов обкаткой на холостом ходу.
В этом случае собирают следующие укрупненные узлы экскаватора (фиг. 224, а):
а) ходовую гусеничную тележку 1 со всеми входящими в нее узлами, механизмами, электрооборудованием и роликовым кругом;
б) поворотную платформу 2 (на фиг. 224, а показана с кузовом К) со всеми монтируемыми на ней поворотными механизмами, рабочей подъемной лебедкой, лебедкой подъема стрелы, электрооборудованием, системой управления, центральной цапфой и двуногой стойкой 4;
в) стрелу 5 с напорным механизмом и электрооборудованием;
г) рукоять 6 с рейками и ковшом.
Корпус противовеса 3, кузов с кабиной машиниста и запасные части поставляются отдельно.
Механизмы, собираемые на укрупненных узлах, проходят контроль и специальные испытания на холостом ходу, согласно техническим условиям.
Все крупные узлы должны быть взаимозаменяемыми, это устанавливается проверкой контрольными макетами. Например, такие макеты применяются для контроля радиуса R литых поверхностей 7 сочленения стрелы экскаватора и поворотной платформы (узел М). Макет для проверки поверхности 7 пяты стрелы представляет собой двухсторонний плоский флажок 11, надеваемый на оправку 10 (фиг. 224, б), которая вставляется в отверстия вилок пяты. Проворачиванием флажка контролируется наружный радиус R обеих вилок пяты.
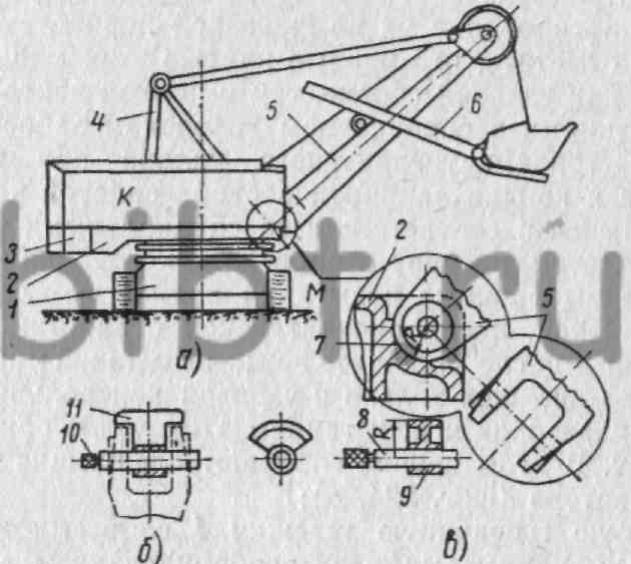
Фиг. 224. Карьерный гусеничный экскаватор
(а); макеты для проверки сопряжения стрелы и поворотной платформы: пяты стрелы (б) и гнезд в поворотной платформе (в).
Аналогичным образом макетом 9 (фиг. 224, в) проверяются поочередно оба гнезда в поворотной платформе по внутреннему радиусу R. Установка седловых подшипников и кремальерных шестерен на стреле, в которую монтируется рукоять с рейками, контролируется также при помощи макета рукояти; аналогичным макетом, представляющим собой как бы кремальерные шестерни на валу с седловыми подшипниками, проверяется взаимозаменяемость рукоятей. Гусеничные рамы, входящие в укрупненный узел гусеничной тележки, устанавливаются на призонные болты и поэтому не являются взаимозаменяемыми.
Стендовые испытания машин служат окончательной проверкой на заводе качества их изготовления и должны проводиться в условиях, близких к эксплуатационным. В то же время ясно, что прокатка горячего металла в рабочей клети стана не может проводиться в условиях машиностроительного завода. Такая проверка должна осуществляться при горячем опробовании стана на месте установки. Однако проверка мощности и производительности, например, ножниц горячей резки металла может и должна выполняться на заводе-изготовителе. Такую проверку производят путем резания в холодном состоянии алюминиевых или медных заготовок определенного сечения, выбранного по условиям равного сопротивления резанию с заготовками из горячего металла, для которого проектируются ножницы. На Старо-Краматорском заводе им. Орджоникидзе проводили испытания и регулировку станков для раскатки внутренних и наружных колец шарикоподшипников средних серий путем раскатки колец, нагреваемых до требуемой температуры.
Испытания машин под нагрузкой, приближающейся по величине и характеру к эксплуатационной, необходимо проводить на универсальных стендах, приспосабливая их для разных типоразмеров машин. Примером таких стендов могут являться стенды для испытания редукторов, изготовленные на Ново-Краматорском машиностроительном заводе [87] и на Ленинградском металлическом заводе. Обкатка редукторов в процессе испытания с постепенно повышающимся числом оборотов и нагрузкой значительно улучшает их качество, так как при эксплуатации необкатанных зубчатых зацеплений наблюдается разрушение зубчатой передачи (питтинг).
Испытание зубчатых передач под нагрузкой может производиться разомкнутым или замкнутым способом. В первом случае нагружение при испытании создается путем торможения ведомого вала механическими или гидравлическими тормозами или электрическими генераторами. Во втором случае производится испытание одновременно двух одинаковых (левого и правого исполнения) редукторов, выходные валы которых жестко соединены между собою промежуточными специальными валами в, муфтами. Нагружение такой замкнутой системы осуществляется предварительным закручиванием промежуточных валов, создающим требуемое напряжение в зубчатых зацеплениях, близкое к эксплуатационным условиям. Для вращения системы устанавливают электродвигатель У, соединенный с ведущим валом одного из испытываемых редукторов.
Обычно при замкнутом способе испытания нагружение системы производят либо путем непосредственного предварительного закручивания промежуточного вала 4 (фиг. 225, а), соединяющего ведущие валы редукторов 2 и представляющего собой торсионный вал или торсионный динамометр, либо путем закручивания промежуточных валов 5 применением грузов 7, постоянно действующих на качающуюся раму 5, на которой установлен не соединенный с электродвигателем редуктор испытываемой замкнутой системы (фиг. 225, б).
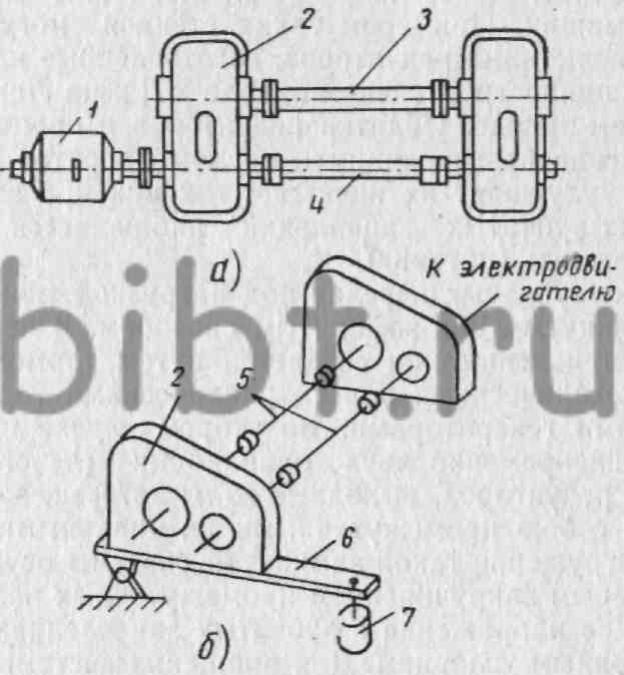
Фиг. 225. Испытание редукторов замкнутым способом:
а — предварительным закручиванием промежуточного вала; б — закручиванием промежуточных валов постоянно действующими грузами.
Как при том, так и при другом способе испытания для более точного определения к. п. д. редуктора желательно применять балансирные приводные электродвигатели. При разомкнутом способе испытания мощность приводного электродвигателя должна соответствовать мощности рабочего электродвигателя. При замкнутом способе испытания приводной электродвигатель использует мощность только на преодоление потерь в редуктоpax, так как нагружение всей системы в этом случае осуществляется замкнутым силовым потоком. По данным Ленинградского металлического завода, в этом случае мощность приводного электродвигателя составляет (в зависимости от схемы обкатки) от 5 до 20% от мощности электродвигателя при разомкнутом способе испытания. Считая, что при испытании редукторов мощностью 30 квт и выше разомкнутый способ становится малоприемлемым, на этом заводе стали применять замкнутый способ испытаний с нагружением грузами, постоянно действующими на качающуюся платформу, на которой установлен один из редукторов замкнутой системы (см. фиг. 225, б). На основании имеющегося опыта была создана установка для испытания замкнутым способом цилиндрических редукторов мощностью 2500 кет при числе оборотов, равном 6000 об/мин., на которой успешно проводились испытания таких редукторов [29].
В тяжелом машиностроении особую роль играет изготовление первых образцов машин, по результатам промышленных испытаний которых отрабатывается как конструкция, так и технология их изготовления.
Качество машин и деталей окончательно определяется длительностью эксплуатации, при которой выявляются основные качественные показатели машины: производительность и экономичность, долговечность, надежность средств автоматизации и механизации, удобство обслуживания и ремонта. Поэтому при единичном и мелкосерийном производстве для выявления эксплуатационных недостатков и устранения их в машинах последующих выпусков заводы обязаны проводить систематические обследования машин на местах их работы, как бы контролировать их работу в эксплуатации.
Такую же цель имеют и другие формы исследования качества машин совместно с потребителями, а также изучение претензий и рекламаций, поступающих от заказчиков. По результатам таких обследований и изучения претензий проводятся мероприятия, направленные на улучшение эксплуатационных показателей машин последующих выпусков.