
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Пути сокращения припусков литых заготовок
Приведенные данные о величине припусков на крупных отливках, которые, кстати сказать, в ряде случаев отклоняются в большую сторону, требуют еще весьма значительных затрат времени и средств на механическую обработку этих деталей. Поэтому работы в области совершенствования литейной технологии, использование методов серийного производства применительно к изготовлению крупных отливок, а также создание принципиально новых технических решений, вытекающих из особых условий производства крупных отливок, являются одним из основных направлений улучшения технологии тяжелого машиностроения.
Опыт передовых заводов показывает, что уже сейчас имеются возможности при изготовлении крупных отливок не только выдерживать значения припусков, соответствующие ГОСТ, но и выполнять крупные и уникальные отливки с припусками, значительно меньшими установленных ГОСТ.
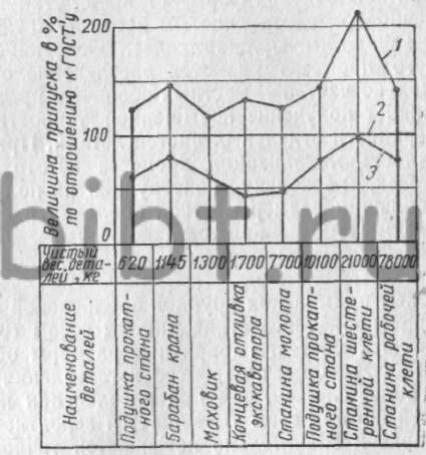
Фиг. 31. Сравнительные данные значений припусков, достигнутых на крупных отливках, по отношению к ГОСТ: 1 — припуски по старой технологии: 2 — припуски по ГОСТ; 3 — припуски по новой технологии.
На фиг. 31 приведены сравнительные данные значений припусков, достигнутых при внедрении новой технологии на крупных отливках по отношению к существовавшим ранее и к установленным ГОСТ.
Рассматривая приведенные значения, легко установить, что Уровень припусков по обычной технологии для детали весом до 7—8 т превышает ГОСТ в среднем на 20—25%, а для более крупных отливок это увеличение достигает 70—80%. Переход к более совершенным методам получения литья позволяет для первой группы отливок получить припуски в среднем на 30— 40% и для крупных отливок соответственно на 15—20% меньше припусков, предусмотренных ГОСТ.
Это достигается за счет следующих мероприятий [93].
1. Применения химических твердеющих формовочных и стержневых смесей. В частности, на этой основе был разработан и осуществлен оригинальный технологический процесс изготовления в крупной оболочковой форме стальной станины трехтонного штамповочного молота чистым весом 7700 кг на Старо-Краматорском заводе им. Орджоникидзе. Особенностью этого технологического процесса является расчленение оболочковой формы на несколько частей — местных оболочек, применение которых обеспечивает получение повышенной точности размеров и чистоты поверхности отдельных частей детали. При этом возникает возможность механизации процесса изготовления этих местных оболочек, поскольку конструкция их получается несложной. Наибольший размер местной оболочки в данном случае составил 2900 X 1100 мм при толщине в 60 мм. Опыт ее применения показывает, что этот размер является далеко не предельным.
Интересен опыт применения крупной оболочковой формы для подушки станины прокатного стана чистым весом 10100 кг, изготовленной из двух частей. Габаритные размеры оболочковой формы 2900X1400X1800 мм. Процесс изготовления оболочковых полуформ более сложен, чем при расчленении их на большее число частей, но при этом уменьшается вероятность смещения их при сборке и значительно повышается точность размеров отливки.
2. Применение термостойких формовочных смесей. Хорошие результаты по чистоте поверхности толстостенных отливок получены на целом ряде заводов при применении облицовочных смесей из хромистого железняка. Узкие механически необрабатываемые полости, как, например, пазы в станине рабочей клети чистым весом 78800 кг, получают с применением хромомагнезитовой формовочной смеси.
3. Применение отъемных частей и разборных моделей с целью снятия формовочных уклонов с высоких вертикальных стенок и уменьшения этим способом припусков на механическую обработку. Этот прием успешно осуществляется при изготовлении отливок стальных станин прокатного стана чистым весом 78800 кг, подушек весом 10000 кг, подушек весом 620 кг и ряда других деталей.
Однако уменьшение припусков и сокращение затрат на механическую обработку происходит не только за счет совершенствования литейной технологии. Наличие значительного процента стального литья в металлургическом и других видах оборудования открывает широкие возможности перехода на чугунное литье и, в частности, на отливки из высокопрочного чугуна.
Опыт заводов тяжелого машиностроения [98] и расчеты экономической эффективности показывают, что отливки из высокопрочного чугуна на 20—25% обходятся дешевле стального литья и в 3—4 раза дешевле поковок. Затрата средств на ввод новых мощностей по чугунному литью примерно на 25—30% меньше, чем на организацию производства стального литья.
В настоящее время по данным ВПТИ [89] в производственных условиях получают чугун с шаровидным графитом с пределом прочности на растяжение до 60—75 кг/мм2, пределом текучести до 45 кг/мм2 и относительным удлинением в литом состоянии до 5—6%, а после отжига до 10%. Механические свойства чугуна с шаровидным графитом регламентируются стандартом (ГОСТ 7293—54), предусматривающим чугун пяти марок.
Высокие показатели прочностных и пластических свойств высокопрочного чугуна, а также хорошая износостойкость дают возможность использовать его для целого ряда деталей взамен стального литья. При этом условия обработки деталей из этого чугуна более благоприятны, затраты времени меньше по сравнению со стальными деталями.
Из чугуна с шаровидным графитом отливаются: плитовины рабочих клетей прокатных станов весом до 7 г, рамы станов холодной прокатки, траверсы и подушки рабочих клетей прокатных станов, плиты окалиноломателей блюминга, торцовые крышки углеразмольных мельниц, эксцентрики конусных дробилок (фиг. 32).

Фиг. 32. Вал эксцентрика конусной дробилки, отлитый из высокопрочного чугуна, вес 2500 кг.
Чугун с шаровидным графитом используется также для замены кованых деталей и, в частности, коленчатых валов. Изготовление крупных коленчатых валов является сложным и трудоемким процессом. Так, например, поковки из стали марки 30ХМ для коленчатых валов судовых двигателей 6ДР изготовляются на уникальных ковочных прессах мощностью 10000 т из слитка весом 12 т. При механической обработке такого вала около 80% металла уходит в стружу. При переводе стальных кованых валов на валы из высокопрочного чугуна резко сокращается трудоемкость механической обработки, расход металла и общая стоимость вала.
Коленчатые валы на заводе «Двигатель революции» отливаются из чугуна, имеющего предел прочности при растяжении 55 кг/см2, относительное удлинение 3% и ударную вязкость 3 кг/см2.
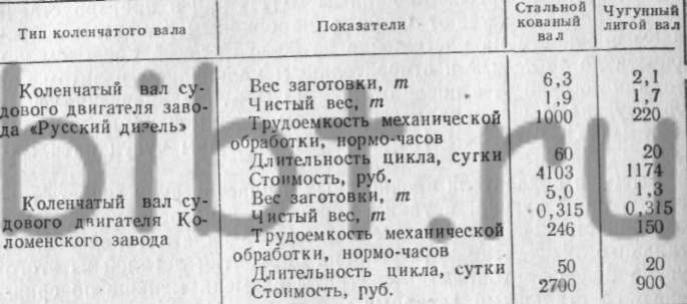
Экономическая эффективность от замены стальных кованых коленчатых валов чугунными литыми валами приведена в табл. 16.
Таблица 16 Экономическая эффективность от замены кованых коленчатых валов литыми из высокопрочного чугуна (по данным ВПТИ)
Более широкому внедрению чугуна с шаровидным графитом отливок весом 50—100 т и выше препятствует пока отсутствие простого и эффективного способа ввода магния в жидкий чугун, охлаждение жидкого чугуна при накоплении его для заливки крупных деталей и при обработке магнием, необходимость термической обработки для снятия напряжений и для улучшения пластических свойств и отсутствие достаточно надежных способов заварки дефектов литья.
Опыт зарубежного тяжелого машиностроения свидетельствует также о достаточно широком использовании высокопрочного чугуна. В США стандарт АТМА 339 предусматривает две марки этого чугуна. В частности, марка 60—45—10 имеет предел прочности 42 кг/мм2 и удлинение до 10%. В качестве примера можно указать на отливку из высокопрочного чугуна станин паровых молотов весом до 120 т и шабота весом 20 т (фиг. 33), изготовленных фирмой «Чемберсбург» в США. На американских и европейских заводах из высокопрочного чугуна с шаровидным графитом отливают прокатные валки весом более 20 т взамен литья стальных валков, а также взамен валков из легированного чугуна.
Фиг. 33. Шабот ковочного молота, отлитый в США из высокопрочного чугуна, вес 20 т.