
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ПОДГОТОВКА ДЕТАЛЕЙ ДЛЯ СБОРКИ
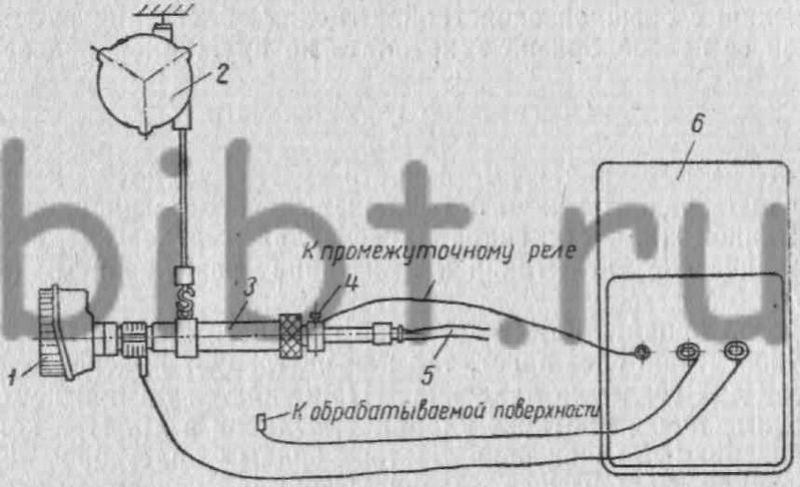
Схема установки для электромеханической очистки деталей.
Перед сборкой детали собираемой машины должны быть осмотрены, заусенцы и забоины, образовавшиеся во время транспортировки и кантавок при передаче из механического цеха в сборочный, удалены.
Зачистка поверхностей деталей от окалины, заусенцев, грязи, масла рационально производится путем применения процесса крацевания, в результате выполнения которого обработанные поверхности имеют светлый тон с равномерной штриховкой, похожей на зачистку деталей абразивной шкуркой. Крацевание, т. е. зачистка поверхностей вращающимися металлическими щетками (стальными или латунными), в настоящее время находит широкое применение как на заводах Советского Союза, так и за рубежом.
В целях повышения гладкости и чистоты поверхностей деталей на щетку можно наносить абразивные пасты. В практике зарубежных заводов в этих случаях вместо металлической щетки устанавливают нейлоновые щетки. Для крацевания применяют как обычные заточные станки (щетка устанавливается вместо абразивного круга), так и специальные станки.
Фиг. 232. Схема установки для электромеханической очистки деталей.
Например, для очистки анкерных болтов от окалины и консервирующей смазки перед окраской применяют специальную установку (вместо ручной очистки с последующей сложной промывкой в керосине или уайт-спирите. Анкерный болт пропускается между двумя металлическими щетками, вращающимися в разные стороны при числе оборотов 1400 об/мин. Вращение обеспечивается двумя электродвигателями мощностью 1 квт каждый. Болт укладывается на ролики и при очистке перемещается вручную вдоль оси. Щетки для безопасности (возможен отрыв кусочков проволоки щеток) закрыты сплошным кожухом с отверстием, застекленным органическим стеклом. Применение такого способа позволяет сокращать трудоемкость очистки и уменьшать расход различных вспомогательных материалов.
На фиг. 232 представлена установка для электромеханической очистки деталей. Щетка 1 приводится во вращение от пневматического двигателя 3 роторного типа сжатым воздухом, поступающим по шлангу 5 через пускатель 4. При нажиме на пускатель одновременно с подачей воздуха включается и электрический ток, трансформированный на электропульте 6 в ток низкого напряжения. По гибкому кабелю ток низкого напряжения подводится как к обрабатываемой поверхности, так и к щетке через коллектор. Щетка вращается со скоростью 6000— 10000 об/мин.
При работе между зачищаемой поверхностью детали и щеткой возникает дуга, расплавляющая окалину, заусенцы, шероховатости поверхности. Щетка быстро удаляет расплавленный слой металла. Возможна зачистка закаленных поверхностей. Производительность электромеханической щетки в 4—6 раз выше по сравнению с обычной зачисткой. В целях облегчения работы со щеткой ее целесообразно закреплять на пружинной подвеске 2.