
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Уравновешивание деталей.
Схемы балансировки: статической, динамической.
Точность статической балансировки
Неуравновешенность деталей и узлов при вращении с большой скоростью вызывает появление в машине вибраций. Вибрации сокращают срок работы машины, разрушают подшипники, фундаменты машин. Неуравновешенность вращающихся масс может явиться причиной аварии машины. Уменьшение неуравновешенности до пределов, допустимых техническими условиями, предусматривается специальной операцией — балансировкой деталей перед сборкой их в машину.
Различают два вида балансировки: статическую и динамическую. Первая устраняет неуравновешенность детали, вызванную смещением центра тяжести относительно оси вращения, и достигается за счет добавления требуемого количества массы (по весу) на том же радиусе, но с противоположной стороны детали или уменьшения массы (по весу) со стороны расположения центра тяжести.
На фиг. 236, а приведено уравновешивание за счет добавления массы Р (заштрихованный кружок) с противоположной стороны по отношению расположения центра тяжести детали. Статическая балансировка позволяет привести деталь в состояние безразличного равновесия, при котором она, будучи повернутой на любой угол, сохраняет занятое ею положение.
Безразличное равновесие еще не характеризует точности статической балансировки. На стенде в процессе балансировки возникают силы трения, препятствующие перекатыванию детали. Если момент этих сил превышает момент неуравновешенной массы, то перекатывания не произойдет. Отсюда можно сделать вывод, что уравновешенная деталь имеет остаточную неуравновешенность, которая тем больше, чем выше момент трения.
Момент трения Мт определяется из произведения силы трения Тк на радиус цапфы балансируемого вала или оправки, па которую посажена балансируемая деталь Мт = Тк*r.
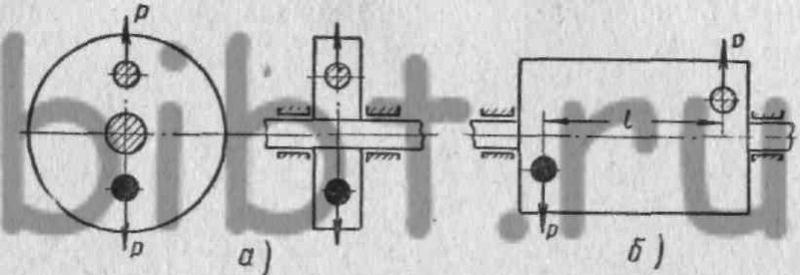
Фиг. 236. Схемы балансировки: а — статической; б — динамической.
Как известно, сила трения равна коэффициенту трения а, имеющему размерность в мм, умноженному на величину нормального давления р, возникающего между цапфой балансируемой детали и поверхностью призмы стенда. Произведение делится на радиус цапфы.
Следовательно, момент трения качения равен коэффициенту трения, умноженному на нормальное давление р
Для уравновешивающих устройств (стендов) величина коэффициента трения качения находится в пределах 0,01 до 0,05 мм. Причем, меньшее значение соответствует призмам стенда, более тщательно изготовленным, имеющим термическую обработку и точную установку. Точность уравновешивания также повышается при уменьшении площади контакта цапфы балансируемой детали и призмы. Следовательно, чем меньше диаметр цапфы, чем меньше ширина призм, тем выше точность балансирования.
В тяжелом
машиностроении приняты следующие зависимости, определяющие
необходимость статической балансировки для вращающихся деталей ![]()
где (Q — вес детали без веса сопрягаемого вала, т;
nmax— максимальное число оборотов детали при ее эксплуатации, об/мин.
По данным профессора А. И. Каширина, статическая балансировка производится у деталей, имеющих отношение длины к диаметру меньше 3 и скорость вращения меньше 15 м/сек, а также независимо от отношения при скоростях менее 6 м/сек.
Статическое уравновешивание производится на призмах, дисках или роликах, на валиках, установленных на стойки. Специальная балансировка производится на шаровых шпилях (например, балансировка рабочих колес водяных турбин), на нитях (например, балансировка большого конуса засыпного аппарата доменной печи).
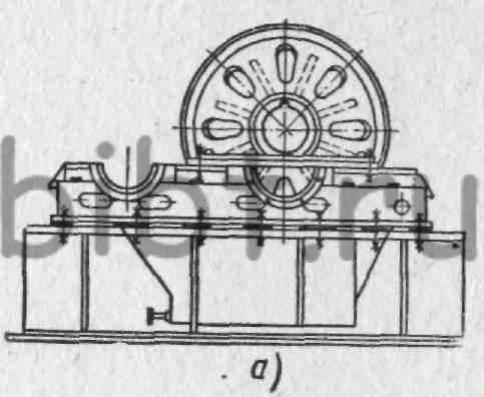
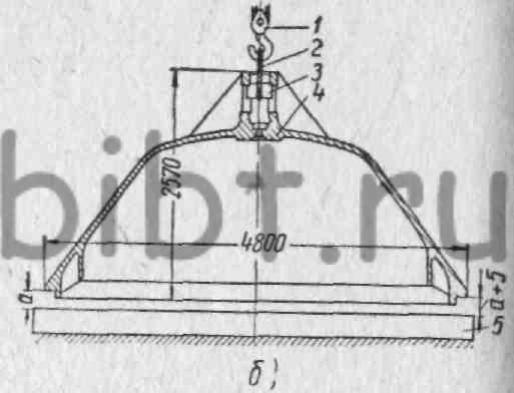
Фиг. 237. Статическая балансировка: а — шестерни на корпусе редуктора; б — большого конуса доменной печи.
Стенд для статической балансировки, как известно, представляет собой две призмы, точно установленные и выверенные как в продольном, так и в поперечном направлении. При жестких допусках выверку производят с точностью 0,02 на 1000 мм длины. Во время балансировки стойки стенда и сами призмы не должны прогибаться под тяжестью детали.
Практически применяется следующая ширина призм. Для деталей весом до 1 т ширина призм берется 3—6 мм, от 1 до 6 т — 6—30 мм, более 6 т — 50—70 мм.
При балансировке крупных шестерен редукторов не обязательно иметь специальный стенд, который занимает большую площадь. Операция может быть произведена непосредственно на корпусе редуктора (фиг. 237, а), установленного и выверенного для сборки, и осуществляется на призмах, установленных на плоскость разъема корпуса.
В тяжелом машиностроении балансировка деталей чаще всего производится на валах, запрессованных в балансируемые детали — шкивы, маховики, шестерни и т. д. Если в собранном виде детали невозможно отбалансировать, их балансируют отдельно. В этом случае вместо валов применяют различные оправки, на которые насаживаются и закрепляются балансируемые детали.
Во избежание повреждения валов для балансировки деталей (особенно тяжелых), вследствие возможных задиров шеек при неправильной их установке на призмы (с перекосом), применяются вместо обычных призм самоустанавливающие призмы или ролики.
Точность статической балансировки в зависимости от типа балансировочного стенда и веса детали приведена в табл. 72.
Таблица 72 Точность статической балансировки в зависимости от типа стенда и веса детали
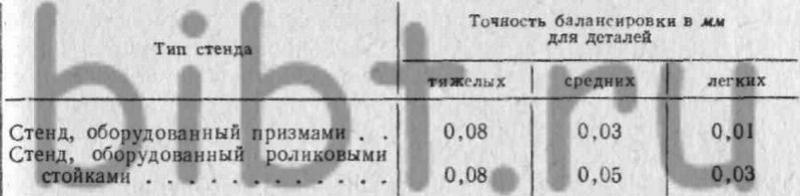
Примечание. Точность балансировки определяется величиной смещения центра тяжести детали в мм.
На фиг. 237, б приведена специальная балансировка большого конуса засыпного аппарата доменной печи. Балансировка осуществляется с помощью «нити» троса 2. Конус 4 подвешивается тросом 2 при помощи чеки 3, продетой через отверстие в конусе, на крюк крана 1. Процесс уравновешивания конуса считается законченным, если четыре диаметральных замера а от плиты 5 до торца конуса будут лежать в пределах а + 5 мм. При нарушении данного условия у конуса газовым резаком срезают часть металла с пояска, специально предусмотренного для балансировки. Затем производится повторное уравновешивание.
Однако статическая балансировка не устраняет действия центробежных сил, стремящихся вращать ось изделия в поперечном направлении под влиянием пары сил Р1. На фиг. 236, б видно, что деталь уравновешена статическим грузом Р (заштрихованный кружок), но при вращении ее вокруг оси при большом числе оборотов массы Р, расположенные на плече l, будут стремиться вырвать деталь из подшипников (в сторону против часовой стрелки), создавая вибрации и дополнительные нагрузки на подшипники. В этом случае необходимо применять динамическую балансировку.
Динамическая балансировка производится при помощи специальных станков с механической или электрической схемами различных конструкций. Для динамической балансировки крупных деталей применяются станки отечественного производства моделей 9А734, 9736, 9736А, позволяющих балансировать детали весом (соответственно модели): 3200, 10000, 16000 кг, при диаметре 2500, 3200 мм.