
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Опиливание. Пневматическая машинка ШМ-25-50.
Схема станка с бесконечной абразивной лентой для пригонки деталей.
Для повышения производительности пригоночных работ, связанных с припиловкой, подгонкой деталей по месту, применяется различный механизированный ручной инструмент— опиловочные электрические станки, специальные приспособления, в той или иной степени механизирующие труд слесаря-сборщика. К ручному механизированному инструменту относятся электрические шлифовальные машинки с гибким валом, электрические шлифовальные машинки, работающие как при нормальной, так и при повышенной частоте тока, пневматические шлифовальные машинки.
Применение шлифовальных машинок с гибкими валами не всегда удобно. При резких перегибах вал имеет низкий коэффициент полезного действия. Приработе на высоте 10—15м, например при сборке рабочей клети блюминга, пользование такими машинками связывает действия слесаря-сборщика. Наибольшее распространение находят пневматические шлифовальные машинки, имеющие абразивный круг на одной оси с двигателем.
Удобна в эксплуатации новая малогабаритная машинка ШМ-25-50 конструкции новатора электроприборостроительного завода «Вибратор» Н. Н Васильева. Она в два раза производительнее машинки ШР-06 завода «Пневматика», экономичнее по расходу воздуха, имеет меньшие габариты и относительно бесшумна. Бесшумность ее работы объясняется применением в конструкции многократного сжатия и расширения при выходе отработанного воздуха в атмосферу. При выходе отработанный-воздух направляется на рабочий инструмент и сдувает абразивную пыль, чем создается лучшая видимость мест обработки.
Пневматическая машинка ШМ-25-50 имеет наибольший диаметр шлифовального круга 50 мм, мощность двигателя 0,25 л. с. расход воздуха при нагрузке 0,4 м3/мин, число оборотов шпинделя: при холостом ходе 15000—16000, при нормальной нагрузке 7000—8000 об/мин., вес 0,9 кг.
Пневматическая машинка ШР-06 имеет вес — 2.2 кг, длину 426 мм, мощность 0,3 л. с. расхода воздуха 0,75 м3/мин.
Шлифовальные машинки по своей конструкции могут работать или периферией круга или торцом круга. Машинки, работающие торцом круга, широко применяются при пригонке плоскостей значительной протяженности. В целях повышения производительности труда применяется оригинальное приспособление для машинки И-44 (фиг. 238). Приспособление состоит из корпуса 3, закрепленного на корпусе машинки 6 при помощи болтов; кожуха 1, подвешенного на четырех направляющих штифтах 5 к корпусу. Кожух оттягивается пружинами 4, что дает возможность в перерывах работы слесаря-сборщика отодвигать абразивный круг 2, а следовательно, и машинку от обрабатываемой поверхности. Кожух в процессе работы придает вертикальную устойчивость машинке, что, кроме повышения производительности и облегчения труда слесаря-сборщика (машинка весит 5 кг), способствует получению наиболее точных размеров шлифуемых деталей, а также более чистых поверхностей. Время на выполнение операции сокращается в 2,5—3 раза.
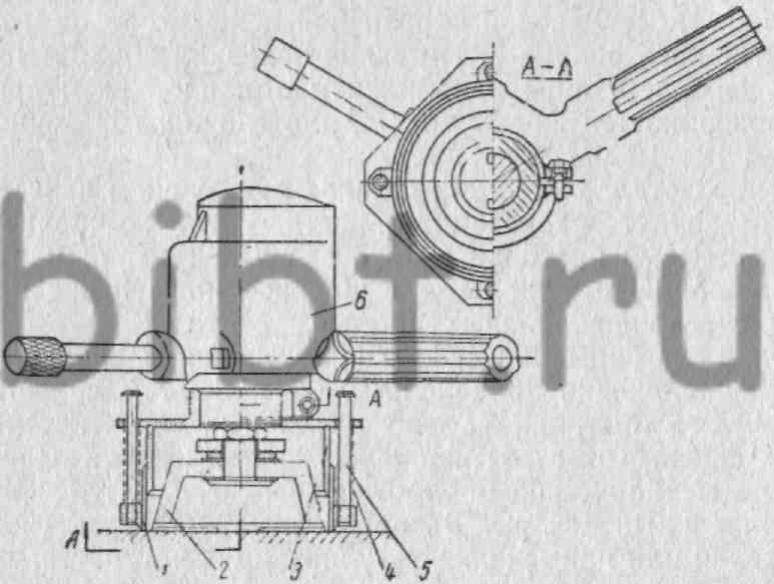
Фиг. 238. Пригонка плоскостей крупных деталей с помощью шлифовальной машинки И-44 с приспособлением.
Точная пригонка плоскостей крупных деталей может осуществляться при применении шлифуга. В конструкцию шлифуга встроена пневматическая шлифовальная машинка ШР-2. Шлифование поверхностей производится торцом чашечного круга. По мере его износа осуществляется микроподача.
Весьма производительным и новым процессом, заменяющим ручное опиливание и полирование, является пригонка деталей на станках с бесконечными абразивными лентами. В связи с интенсивным съемом металла за счет значительного контакта обрабатываемой поверхности с абразивной лентой, а также высоким качеством работы этот процесс начинает широко применяться на сборке машин.
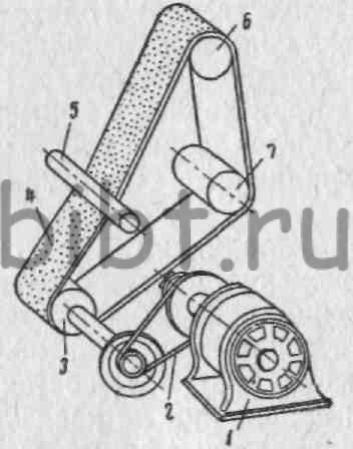
Фиг. 239. Схема станка с бесконечной абразивной лентой для пригонки деталей.
На фиг. 239 показана одна из конструкций станков с абразивной лентой. Особенностью станка является непрерывность процесса и возможность обработки и пригонки на нем деталей любой формы и габаритов. Станок позволяет производить пригонку плоских поверхностей, поверхностей тел вращения, сложных криволинейных поверхностей деталей. При пригонке детали должны прижиматься к ленте руками. Станок состоит из двигателя 1 (мощность от 1,0 до 3,5 квт), ременной передачи 2, ведущего ролика 3, бесконечной абразивной ленты 4, ведомого ролика 6 и натяжного ролика 7. На схеме показана обрабатываемая деталь 5. Скорость абразивной ленты для плоских и криволинейных поверхностей 24—32 м/сек., для сложных фасонных поверхностей 12—16 м/сек.
Пригонка деталей на таких станках при лучшем качестве обработки повышает производительность труда по сравнению с другими методами пригонки в 3—7 раз. Следует ожидать, что такие простейшие станки найдут широкое применение при выполнении слесарно-сборочных работ.
Заслуживает внимания способ получения при сборке машин точного расположения привалочных поверхностей сопрягаемых деталей вместо пригонки за счет различных синтетических полимерных клеев. Как известно, между сопрягаемыми поверхностями после механической обработки обычно имеется клиновой или параллельный зазоры. Зазоры устраняются за счет пригонки деталей или применения регулирующих устройств, что значительно усложняет конструкцию узла. С большой точностью сопрягаемые поверхности могут быть образованы с помощью синтетического клея.
Перед наложением клея на поверхность укладывается точная контрольная линейка (первая операция). Она устанавливается на регулируемые винты или на прокладки. При регулировании выдерживается зазор в пределах 2—3 мм под заливку клея. После выверки на поверхность линейки наносится специальный разделительный лак, который отделяет клей от поверхности линейки во время его заливки (вторая операция). Затем клей заливается в зазор между линейкой и поверхностью детали (третья операция). Заливка производится выдавливанием его из тюбика или путем нанесения шпателем. Слой клея наносится толщиной 3—4 мм.
После заливки на клей накладывается контрольная линейка (четвертая операция). Под давлением линейки часть клея выдавливается, и она ложится на отрегулированные винты, обеспечивающие строгую величину зазора, заполняемого клеем. Время затвердевания, в зависимости от его состава, составляет всего несколько минут. После затвердевания клея линейку снимают (пятая операция). На поверхности детали получается ровная, точная поверхность.
По данным зарубежных источников, таким методом можно получать плоскости с точностью 0,03 мм на длине 5000 мм.