
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка отверстий. Сверление отверстий .
Развертывание механизированными специальными развертками.
Обработка отверстий занимает значительную трудоемкость в общем объеме сборочных работ при единичном производстве крупных машин.
Сверление отверстий в деталях на сборке машин производится как по контрдетали, так и по подметке. Для сверления и развертывания отверстий применяются стационарные и переносные станки. Переносные станки при необходимости могут быть установлены на собираемую машину.
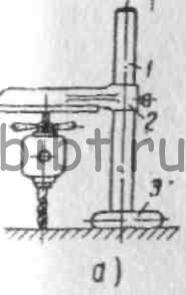
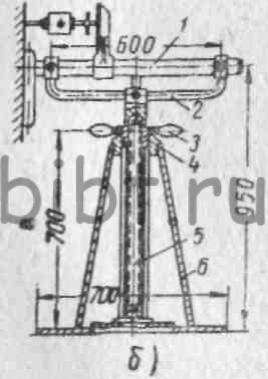
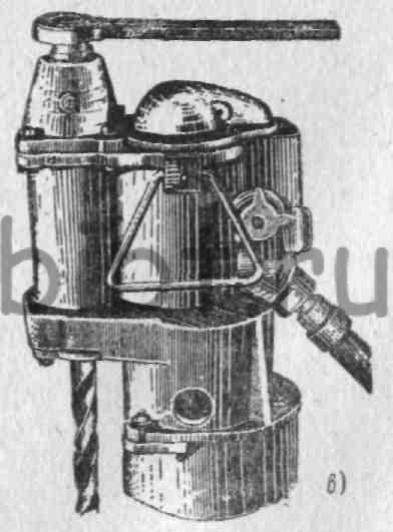
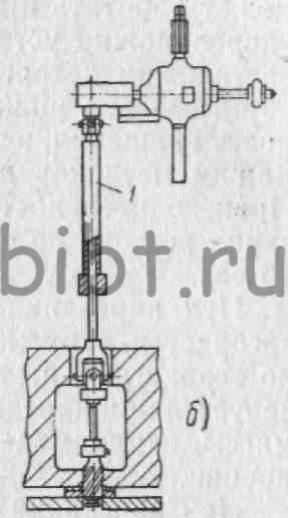
Фиг. 242. Сверление отверстий с помощью:
а — дрели и электромагнитной скобы: б — дрели с электромагнитной скобой, установленной на стойку; в — пневматического переносного станка с электромагнитным основанием.
Заслуживают внимания специальные приспособления для сверления отверстий при помощи дрели с применением электро-магнитных скоб для сверления отверстий в труднодоступных местах. Электромагнитная скоба быстро без крепления устанавливается на деталь, подлежащую сверлению и удерживается на ней силой магнитного поля, достаточной для преодоления осевого усилия при сверлении, рассчитанного на максимальный диаметр сверла. Электромагнитная скоба состоит (фиг. 242, а) из основания 3, внутри которого расположены электромагнитные катушки, пустотелой стойки 1, подвижного упора 2, являющегося опорой для подвижного центра дрели.
При сверлении отверстий с применением электромагнитных скоб в горизонтальном положении или под углом для предохранения работающего от падения скобы в случаях внезапного выключения тока, следует применять стойки по образцу, приведенному на фиг. 242, б. Скоба У поддерживается коромыслом 2, установленным на винте 5. Винт может подниматься и опускаться при помощи гайки 4 и рукояток 3. Гайка поддерживается стойкой 6. Коромысло позволяет производить сверление отверстий под углом при вертикальном положении стойки.
Целесообразно применение при сверлении переносного сверлильного станка с пневматическим двигателем и электромагнитным основанием (фиг. 242, в). Легкая компактная конструкция станка позволяет применять его для сверления отверстий непосредственно при сборке машин, особенно крупногабаритных. Станок может применяться и при сверлении отверстий с горизонтальной и наклонной осью. В целях безопасности (при выключении тока) станок при работе подвешивается на трос за специальное ушко. При силе притяжения магнита к поверхности детали 700 кг станок позволяет сверлить отверстия диаметром до 32 мм. Вес станка 28 кг.
По данным зарубежных источников, в тяжелом машиностроении при сборке машин находят применение универсальные, электрические инструменты. Возможность быстрой смены любой головки и присоединения электродвигателя к другой, необходимой в данном случае для работы, — важное преимущество данных инструментов. Они удобны и выгодны для механизации отдельных операций на сборке.
С помощью универсальных инструментов можно осуществлять сверление, фрезерование, опиливание, шлифование, зенкование, развертывание, чистку, полирование и др.
Сверление отверстий в труднодоступных местах производится обычно дрелями с применением различных приспособлений (насадок). Особое внимание должно уделяться сверлению отверстий под нарезание резьбы. Сверление отверстий по подметке часто не дает требуемого качества. Отверстия получаются сме щенными и при наложении контрдетали не совпадают. Это требует дополнительных затрат на распиловку отверстий в контрдетали. Обычно принято производить вначале засверливание-отверстий сверлом диаметром, соответствующим диаметру отверстия в контрдетали — на глубину 2—2,5 мм и затем уже сверлят сверлом под резьбу.
Большие затруднения представляет развертывание точных отверстий под призонные болты по 2—3 классам точности с шероховатостью поверхности по 6—7 классу, расположенных в труднодоступном месте. Представляет интерес развертывание отверстий механизированными специальными развертками. На фиг. 243, а дана конструкция самой развертки. Принципиальная ее особенность — наличие на передней части резьбы с шагом 0,75 мм, что создает затягивание и обеспечивает осевую подачу развертки в отверстие при ее вращении. Развертка работает при этом условии равномерно, более устойчива, дает большую чистоту и точность отверстий.
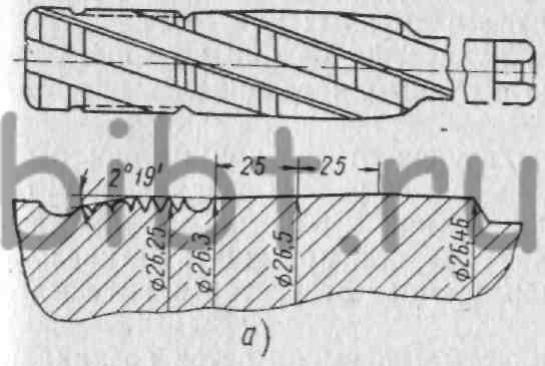
Фиг. 243. Развертывание механизированными специальными развертками: а — конструкция развертки; б — развертывание пневмодрелью с применением угловой насадки и телескопического валика.
Развертка приводится в движение с помощью пневмодрели СМ-32, со специальной угловой насадкой. Насадка не только меняет угол вращения оси, но и уменьшает число оборотов развертки до 20—30 об/мин. При необходимости применяются удлинители (промежуточное звено между разверткой и насадкой), в частности применен шарнирный телескопический валик 1 (фиг. 243, б).
При выполнении сборочных работ находят применение комбинированные инструменты. В практике заводов применяются конические сверла, позволяющие обходиться без развертывания отверстия на конус. Конусность сверл 1 : 50.
Нарезание резьбы при сборке в условиях тяжелого машиностроения занимает значительную долю труда слесаря-сборщика, так как эта операция не всегда бывает механизирована. Значительного повышения производительности труда при нарезании Резьбы на сборочных участках можно достичь при использовании универсального резьбонарезного станка конструкции новатора М. 3. Запольских. Станок позволяет производить нарезание резьбы как в сквозных, так и в глухих отверстиях диаметром от М6 до М30. Станок хорошо обслуживает рабочую площадь участка благодаря поворотной траверсе. Она вместе со шпиндельной головкой и электродвигателем легко может поворачиваться на 360°. Шпиндель станка имеет три скорости правого и три скорости левого вращения.
Важное преимущество станка — возможность установки и регулировки крутящего момента на метчике, что предохраняет его от поломки, особенно при нарезании глухих отверстий. Станок может работать и по полуавтоматическому циклу. С помощью упоров можно установить необходимую глубину нарезки, при достижении которой станок автоматически переключается на обратный ход шпинделя. Обратный ход шпинделя имеет скорость вращения, в три раза большую, чем при правом вращении. Зажим метчиков производится в сменных цанговых патронах. Производительность станка, полностью механизирующего нарезание резьбы, по сравнению с ручным нарезанием выше в 10— 15 раз.
При нарезании резьбы в глухих отверстиях метчик быстро засоряется, стружка спрессовывается, усилие резания значительно возрастает, а это приводит обычно к поломке метчика. Рекомедуется при нарезании глухих отверстий применять мягкие пластмассы, закладываемые в нарезаемое отверстие в виде мягкой пробки.
При нарезании резьбы пластмасса выжимается по канавкам метчика, захватывая за собой и срезанную стружку.
Нарезание резьбы с применением пластмассы повышает точность нарезки, а также производительность труда слесаря-сборщика и стойкость метчика.