
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Электрошлаковая сварка углеродистых сталей
Углеродистые стали марок 30, 35, 40, Ст. 5, 25Л и 35Л и др. нашли широкое применение при изготовлении крупных литых и кованых изделий в сварном варианте [104].
Изделия, свариваемые электрошлаковым способом из углеродистых сталей 25Л, 35Л (ГОСТ 977—58), подвергают нормализации (860—890° С) с охлаждением на воздухе, а также последующему высокому отпуску. Заготовки после отливки предварительно подвергают высокому отпуску (до 630—650° С) и после-дующему охлаждению.
Механические свойства сварного соединения, выполненного из стали 25Л, 35Л пластинчатыми электродами из стали 10ХСНД (ГОСТ 5058—57*) и прошедшего до сварки высокий отпуск, а после сварки нормализацию и высокий отпуск, значительно превышают свойства основного металла. Механические свойства различных зон сварного соединения из стали МСт. 5, выполненного пластинчатыми электродами из стали 10ХСНД после, сварки и термической обработки, приведены в табл. 73.
Таблица 73 Механические свойства основного металла в сравнении со сварным соединением из стали Мст. 5 после сварки и термической обработки
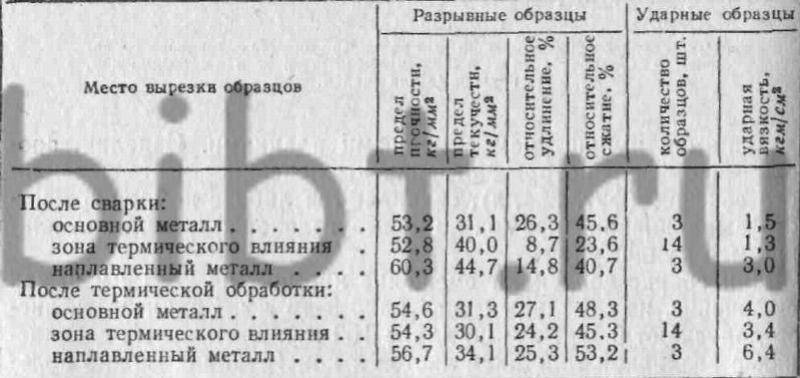
Анализ данных таблицы дает возможность сделать вывод об обязательной последующей термической обработке (нормализация, высокий отпуск), что обеспечивает условия равной прочности с основным металлом. Однако необходимо помнить, что режимы сварки должны обеспечивать наименьшую долю основного металла в шве. Чем меньше проплавление кромок, тем ниже содержание углерода в шве, тем меньше опасность появления в нем горячих трещин.