
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
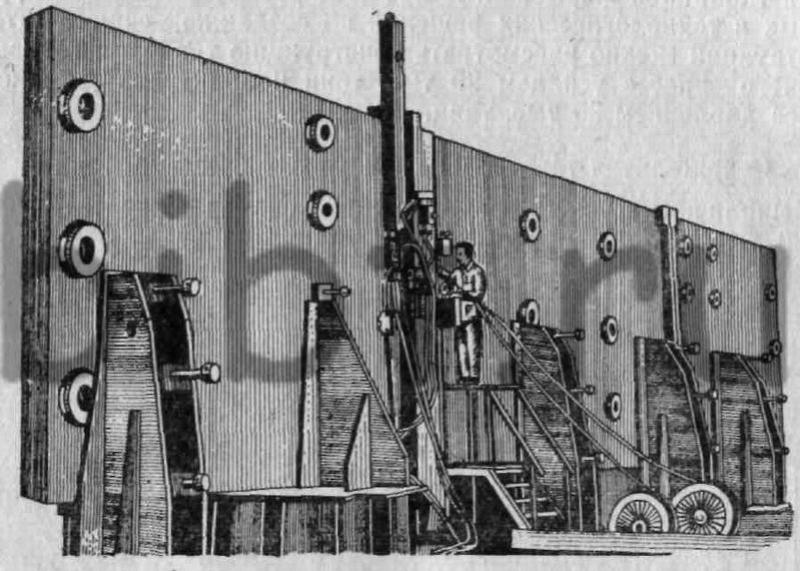
Сварка барабанов паровых котлов высокого давления
Существенное изменение в конструкции и технологии, благодаря применению электрошлаковой сварки, претерпели барабаны паровых котлов высокого давления, баллоны аккумуляторов для гидравлических прессов и др., изготовление которых ранее производилось из цельнокованых цилиндрических обечаек и днищ, свариваемых автоматической аваркой под слоем флюса [105]. Изготовление барабанов котлов высокого давления из листа толщиной 90 мм с использованием электрошлакового способа сварки позволило коренным образом изменить технологический процесс изготовления этих ответственных изделий, резко увеличить выпуск последних без увеличения производственных площадей и числа рабочих.
Фиг. 265. Сварная траверса пакетной конструкции мощного гидравлического пресса.
Так, например, при производстве сварных конструкций барабанов котлов высокого давления из стали 15М по технологии, показанной на фиг. 266, с применением электрошлаковой сварки выпуск сосудов увеличился более чем в 2 раза. При этом производственный цикл сократился на 35—40%, технологическое время уменьшилось на 17—20%. По сравнению с технологией, использующей автоматическую сварку под слоем флюса, сократились расходы: флюса в 20 раз, электроэнергии на 40%, электродной проволоки на 20%
Дальнейшее развитие современных машин тяжелого машиностроения связано с необходимостью применения крупногабаритных отливок, размеры и вес которых в ряде случаев превышают производственные возможности современных машиностроительных заводов.
Принципиально новое конструктивное решение находят крупногабаритные отливки в сварном варианте [104]. Сложную литую конструкцию расчленяют на простые литые элементы с последующим соединением их электрошлаковой сваркой. Это позволяет значительно уменьшить трудоемкость и повысить точность изготовления литых элементов конструкции за счет применения машинной формовки. В качестве рациональных конструктивных и технологических решений по созданию сварно-литых конструкций можно рассмотреть конструкцию траверсы горизонтального пресса усилием 20 тыс. тонн и архитрава мощного пресса давлением 30 тыс. тонн.