
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сварно-литая траверса пресса усилием 20 тыс. тонн
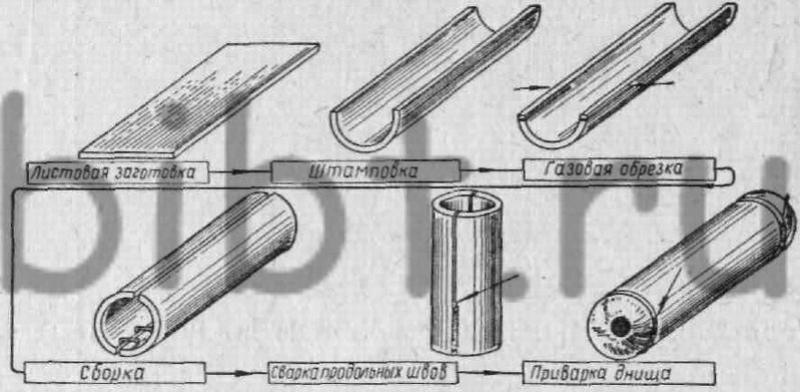
Фиг. 266. Схема технологии изготовления сварных барабанов, котлов и баллонов.
Выполнение отливки траверсы горизонтального пресса усилием 20 тыс. тонн в цельнолитом варианте из стали 35Л весом 140 т и размером 5800X3900X3600 мм представляет большие трудности. Переход на сварно-литую конструкцию траверсы, общий вид которой приведен на фиг. 267, позволил довести вес каждой отливки до 70 г и тем значительно упростил процесс их изготовления. Сварка отдельных частей траверсы производится электрошлаковым способом.
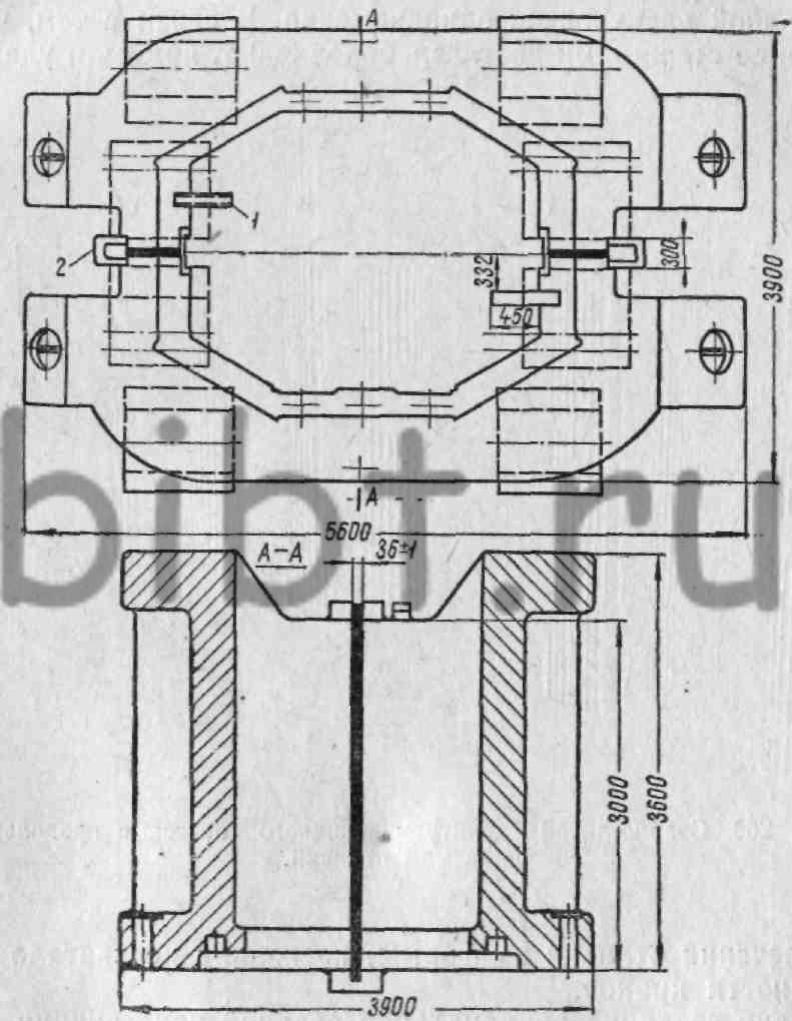
Фиг. 267. Сварно-литая траверса горизонтального пресса усилием 20 тыс. тонн: 1 — кронштейны для крепления автоматов; 2 — сборочные скобы.
Технологический зазор в начале и конце стыка соединяемых отливок предусмотрен разным с целью компенсации усадки наплавленного металла В нижней части стыка зазор принят равным 32 мм, в верхней части зазор принят 36—38 мм. Жесткое крепление двух частей траверсы осуществляется с помощью сборочных скоб. Сварка ведется под слоем флюса марки АН-8 сварочной проволокой марки 10Г2 диаметром 3 мм двумя аппаратами. Режим сварки: сварочный ток 450—500 а; напряжение при сварке 48—50 в; скорость подачи электрода 39 м/час; скорость поперечных колебаний 39 м/час; глубина шлаковой ванны 45—50 мм; сухой вылет электрода 70—80 мм; расстояние между электродами 150 мм После окончания сварки сборочные скобы, входные и выходные планки удаляются ацетилено-кислородным пламенем. Траверсы в сварном варианте подвергаются термической обработке (нормализации и отпуску).