
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ГАЗОВАЯ РЕЗКА МЕТАЛЛА БОЛЬШОЙ ТОЛЩИНЫ.
Процесс кислородной резки увеличивает твердость, изменяет химический состав металла у кромок реза, а также вызывает внутренние напряжения в зоне резки, что приводит к значительным деформациям деталей.
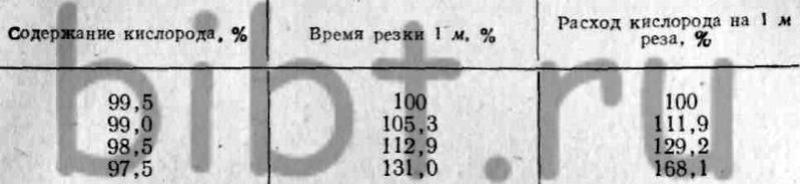
Большое значение имеет чистота кислорода, применяемого при газовой резке. С понижением чистоты кислорода уменьшается скорость резки, увеличивается расход кислорода, понижается качество резки, увеличивается ширина реза и коробление вырезаемых деталей. В табл. 86 приведены сравнительные данные увеличения расхода времени и кислорода в процентном отношении с понижением чистоты кислорода.
Таблица 86 Влияние чистоты кислорода на скорость резки и расход кислорода
При газовой резке металла большой толщины (более 300 мм) технологической особенностью является недостаточный подогрев металла нижних слоев, неодинаковая ширина реза по толщине металла, причем последняя увеличивается книзу, снижение химической активности режущего кислорода в нижних слоях вследствие перемешивания его с продуктами горения подогревающего пламени, воздуха и пр. В этих случаях применяют кислород высокой чистоты с режущей струей цилиндрической формы длиной, превышающей толщину металла. Резку производят при высоком и низком давлении кислорода.
При высоком давлении кислорода практически возможна резка металла толщиной до 600 мм резаками УБТ-600, УРР-600 и ПМР-600, причем длина режущей струи создается повышением рабочего давления. При низком давлении кислорода возможна резка металла толщиной до 1500—2000 мм резаком Р-100 и др. с использованием режущей струи цилиндрической формы.
В настоящее время различными научно-исследовательскими организациями разработаны и внедрены в производство несколько типов установок с резаками. К ним относятся установки УБТ-600, УРР-600, ПМР-600 конструкции ВНИИАвтогена и резаки Р-100, Р-100-1, Р-100-2 конструкции Киевского политехнического института.
Установка УБТ-600 состоит из резака, кислородной рампы на 10 баллонов с двумя редукторами (рамповым — для питания резака режущим кислородом и постовым — для питания резака подогревающим кислородом) и трехбаллонной водородной рампы с редуктором. Резак УБТ-600 ручной инжекторного типа. Кислород для резки подводится отдельно в бронированном шланге, так как давление достигает 25—30 атм. При резке металла толщиной до 450 мм используют ацетилено-кислородное пламя, свыше 450 мм — водородно-кислородное.
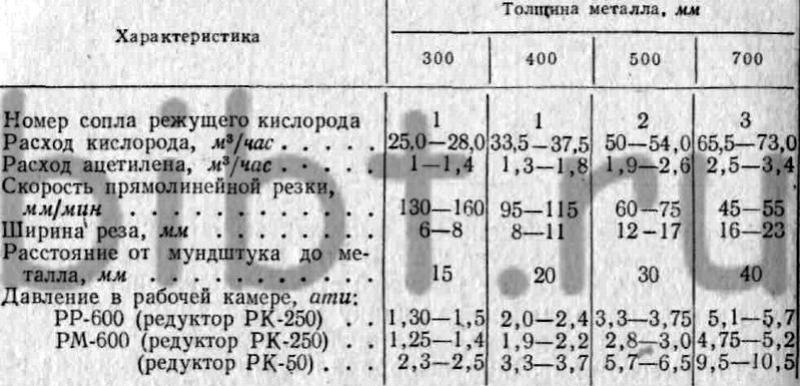
Установка УРР-600 конструкции ВНИИАвтоген состоит из резака РР-600, десятибаллонной кислородной рампы, кислородного редуктора, трехбаллонной ацетиленовой рампы с обычным ацетиленовым редуктором. Резак РР-600 инжекторного типа, двухшла:нговый; режущее сопло цилиндрической формы весом 3,8 кг расположено соосно с подводящей трубкой.
Техническая характеристика резаков РР-600 и РМ-600 приведена в табл. 87.
Таблица 87 Техническая характеристика резаков РР-600 и РМ-600
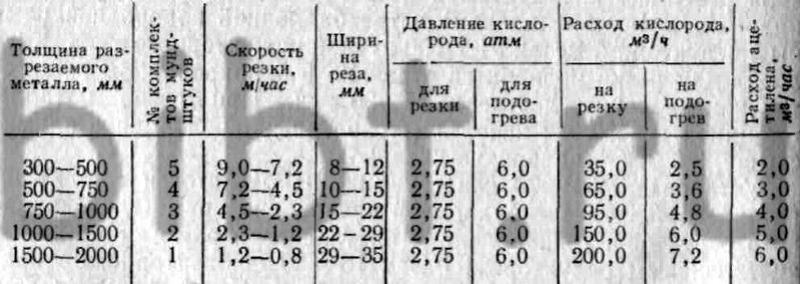
Резак Р-100 конструкции Киевского политехнического института предназначен для резки металла толщиной 300—2000 мм при низком давлении режущего кислорода, Общий вид установки для резки металла большой толщины приведен на фиг. 286. Кислород к резаку поступает либо от рампы, либо от кислородом провода с давлением свыше 5 атм. К рамповому редуктору РКР-47 или КРР-50 или к кислородопроводу последовательно подсоединяется специальный редуктор ПС-160, обеспечивающий большую пропускную способность при низком давлении кислорода.
Техническая характеристика резака Р-100 приведена в табл. 88.
Таблица 88 Техническая характеристика резака Р-100
За последние годы, благодаря созданию аппаратуры и установок, работающих на принципе использования кислорода низкого давления и высокой производительности процесса, кислородная резка металла большой толщины находит широкое применение в технологии тяжелого машиностроения как в отечественной промышленности, так и за рубежом. В частности, кислородная резка используется взамен обрезки на механических пилах, что сокращает время резки в 15—20 раз. Значительный экономический эффект кислородная резка металла большой толщины дает при вырезке заготовок длиной до 10 м и весом 12 т для мощных коленчатых валов (фиг. 287). Время на механическую обработку сокращается в 7—12 раз и цикл изготовления последних на 20—25 дней.
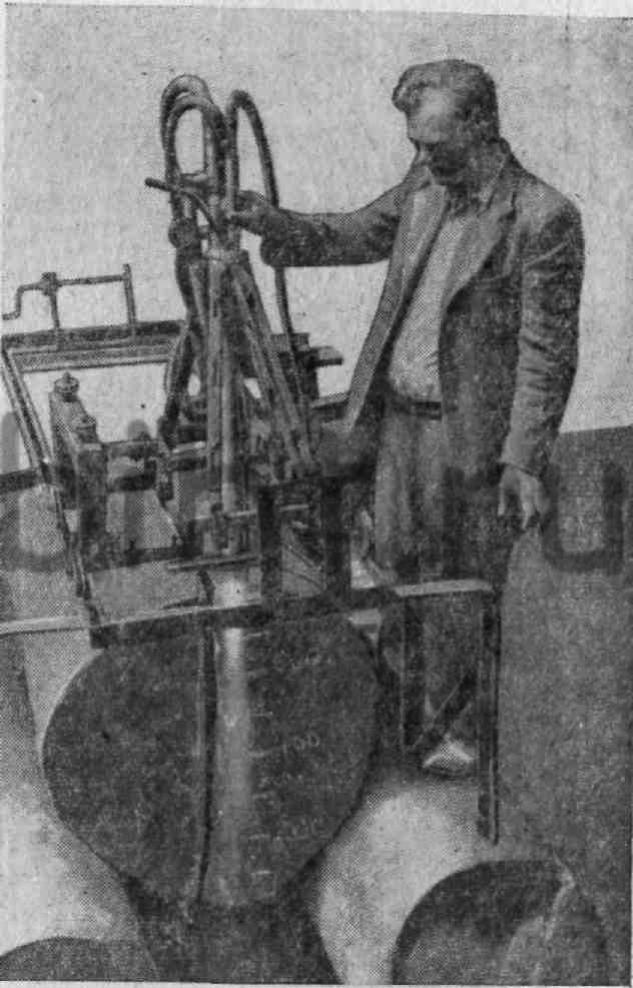
Фиг. 286. Общий вид установки для резки металла большой толщины.
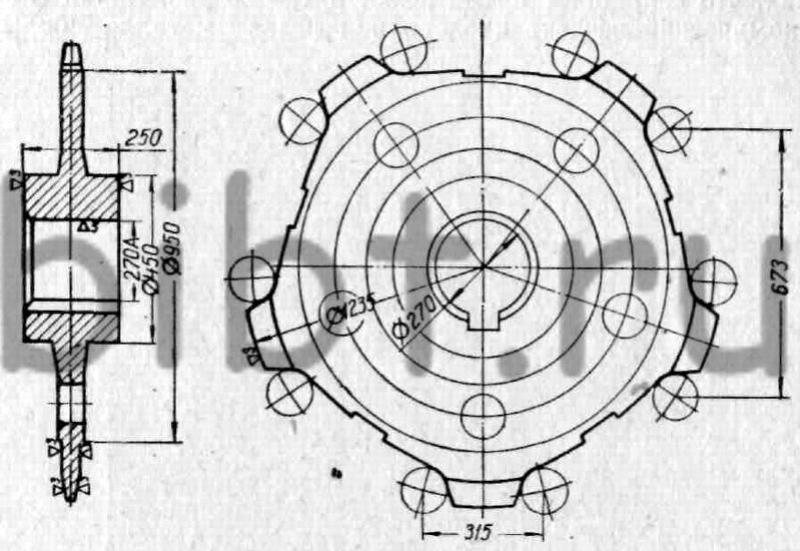
Фиг. 288. Общий вид звездочки диаметром 1235 мм, вырезанной при помощи автоматической кислородной резки.
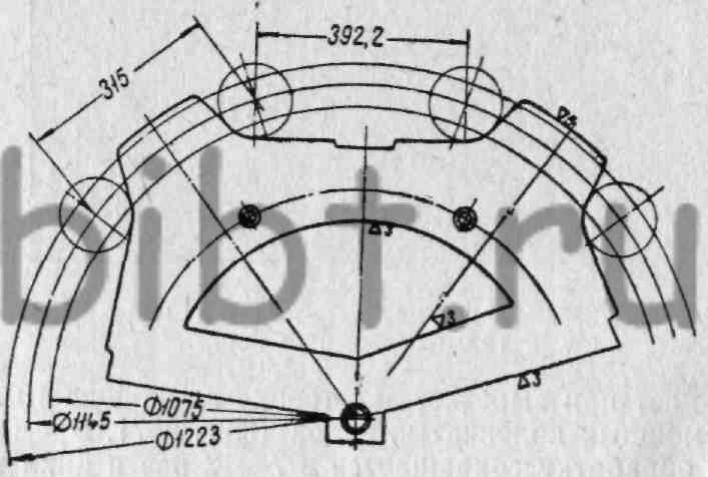
Фиг. 289. Общий вид шаблона-копира для вырезки зубьев звездочки.
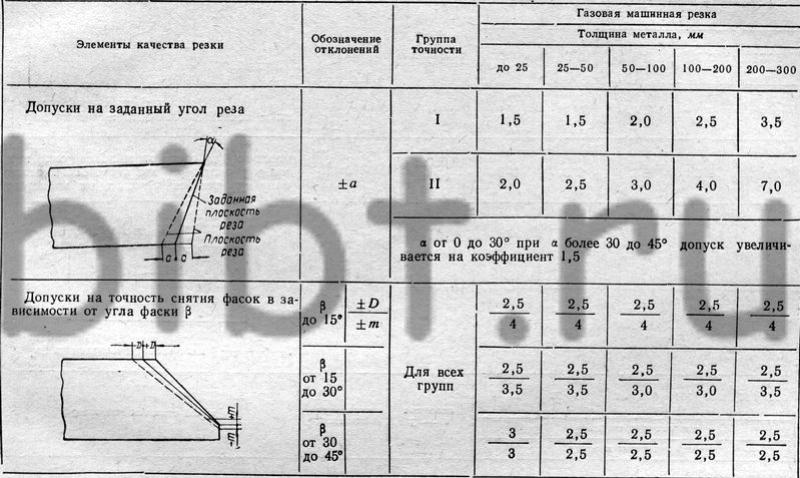
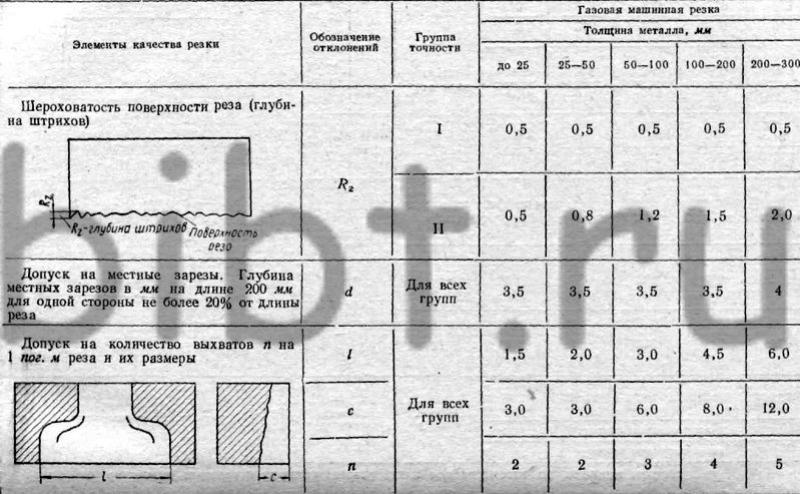
Таблица 89 Элементы точности и качества газовой резки в зависимости от толщины металла
Широкое распространение в тяжелом машиностроении находят полуавтоматическая и автоматическая разделительная кислородная вырезка деталей и заготовок по специальным шаблонам-копирам с помощью магнитного копировального механизма, либо по чертежу-копиру с помощью фотоэлектрической головки. Основным преимуществом этого вида резки перед ручной является высокая производительность резки и высокая чистота получаемого реза.
Элементы точности и качества газовой резки ,в зависимости от толщины металла приведены в табл. 89.
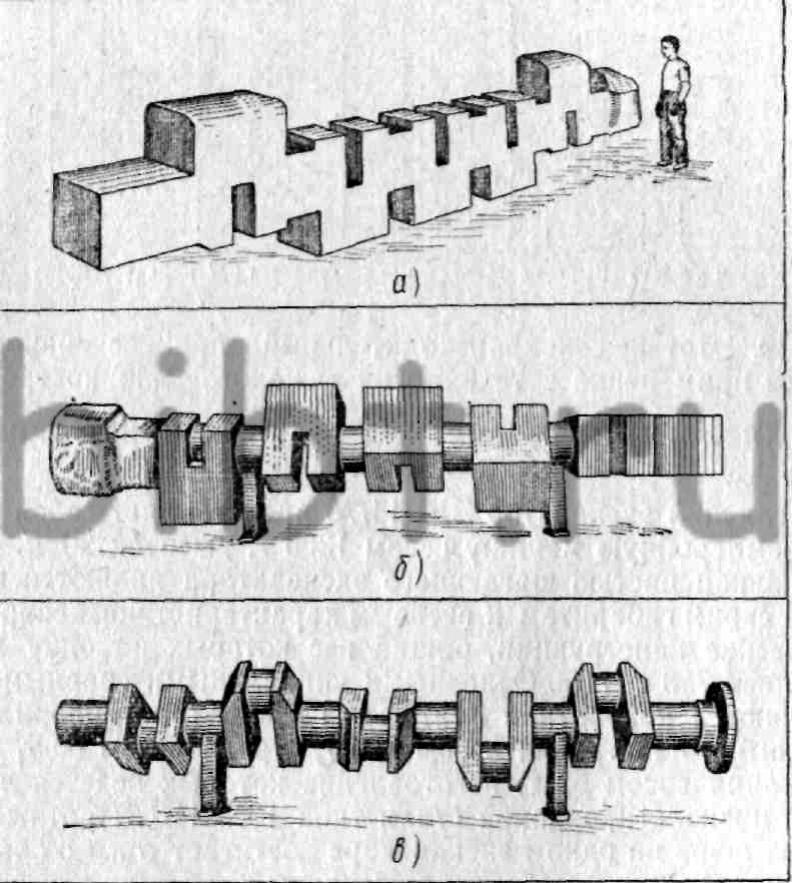
Фиг. 287. Заготовка для мощного коленчатого вала, вырезанная газом из сляба (а); заготовка после разворота колен (б); окончательно обработанный вал (в).
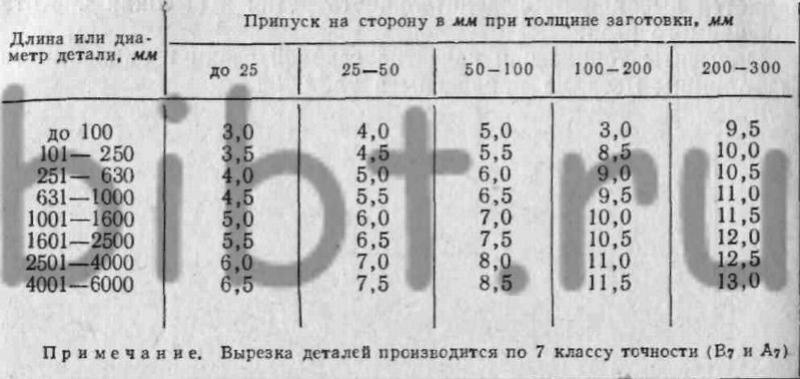
Припуски на обработку деталей после газовой резки приведены в табл. 90.
В качестве примера автоматической кислородной резки деталей по шаблонам-копирам можно привести вырезку зубьев звездочки диаметром 1235 мм, общий вид которой приведен на фиг. 288. Поверхность зубьев не подвергается последующей механической обработке.
Таблица 90 Припуски на обработку деталей после газовой резки
Общий вид шаблона-копира, с помощью которого осуществляется автоматическая вырезка зубьев звездочек, приведена на фиг. 289. Этот высокопроизводительный процесс находит все большее применение в технологии тяжелого машиностроения.