
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сборка и сварка поворотной платформы шагающего экскаватора
Поворотная платформа шагающего экскаватора ЭШ-14/75 (фиг. 290) имеет габариты 11,2X20X1,4 м. На верхней плоскости ее монтируются все механизмы и электрооборудование. Во внутренней части платформы размещены маслопровод и электропроводка. При разработке конструкций поворотной платформы в основу заложен принцип блочности конструкции [103, 116].
Конструктивно
платформа разделена на 3 секции (блока). Это обеспечивает возможность
транспортировки по железным дорогам, позволяет организовать
параллельную работу по сборке секций и снижению коробления платформы
при сварке. Средняя секция является базой платформы, с которой
стыкуются и монтируются крайние секции. Принцип блочности заложен
также при конструировании отдельных секций, которые, в свою очередь,
собирались из отдельных заранее собранных продольных и поперечных
сварных балок, что позволило широко использовать
высокопроизводительную автоматическую сварку под слоем флюса.
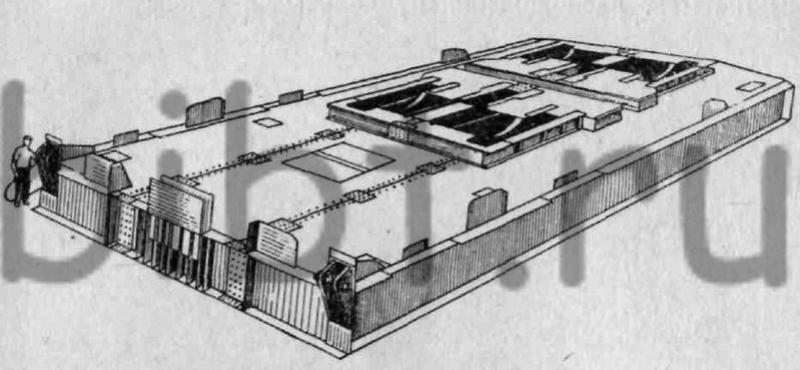
Фиг. 290. Поворотная платформа шагающего экскаватора ЭШ 14/65.
Принципиально новым и прогрессивным моментом в технологии изготовления поворотной платформы является вварка окончательно механически обработанных деталей в металлическую сварную конструкцию больших габаритов. Ввиду значительных размеров платформы, большого веса и наличия двух продольных стыков изготовление платформы по обычной технологии было бы невозможно.
В принятой технологии сложным явился процесс вварки трех окончательно обработанных деталей, расположенных в разных секциях платформы и разделенных монтажными стыками. В крайние секции вваривались втулки для валов шестерен механизма поворота платформы, а в среднюю втулка центральной цапфы, вокруг которой вращается поворотная платформа. Трудность вварки усугублялась еще тем, что соосность и размеры между обработанными деталями регламентированы жесткими допусками.
Решение этой задачи было осуществлено следующим образом. На специально изготовленных трех бетонных фундаментах были установлены с заданной точностью три специальные установочные оправки С (фиг. 291), прочно закрепленные болтами. Соосность и размеры между оправками в плане полностью соответствуют чертежным размерам расположения втулок 7, 2, 3 поворотного механизма и втулки центральной цапфы. Собран-ные и сваренные отдельные секции поворотной платформы укладываются на специальный стенд отверстиями на оправки. Секции платформы стыкуются, а затем сверху, на свои места в платформе, на оправки, устанавливаются втулки поворотного механизма и центральной цапфы, которые окончательно привариваются.
Общая сборка
секций платформы начинается с общей укладки на выверенные стеллажи
всего нижнего настила, при этом листы укладываются раскрытыми фасками
вниз и соединяются между собой прихватками. На плоскости настила
производится разметка мест расположения продольных и поперечных
балок.
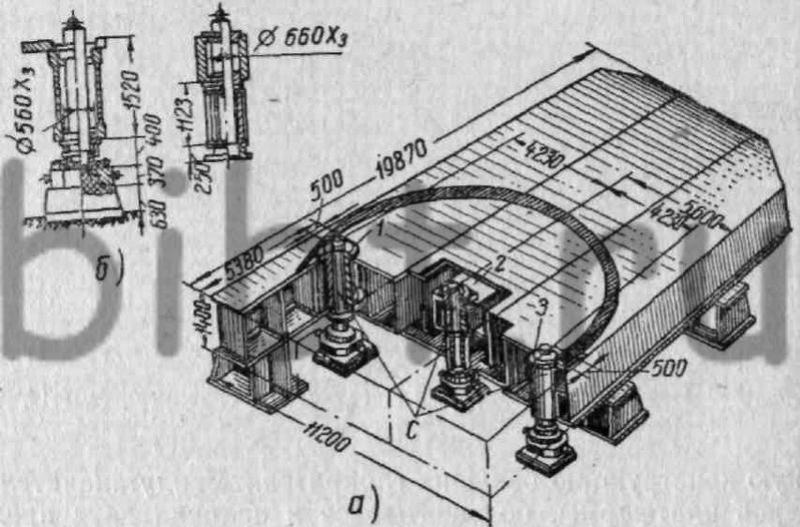
Фиг. 291. Схема стенда для сборни под сварку механически обработанных деталей поворотной платформы шагающего экскаватора ЭШ-14/75.
По размеченным и начерченным рискам раскладываются все внутренние балки платформы, которые предварительно крепятся к настилу прихватками. Балки свариваются между собой поперечными вертикальными швами. Затем на балки укладывается верхний настил, стыки которого располагаются на продольных и поперечных балках и привариваются через прорези к ним. Сварка швов настила производится на автоматах трехфазной дуги в порядке, указанном на схеме (фиг. 292).
После демонтажа секций производится заварка всех внутренних швов, при этом нижний настил освобождается от прихваток, оставаясь на месте, а секции перекантовываются на 180° и укладываются на стеллажи. На подставках секции соединяются все вместе на монтажные продольные стыки. Нижний настил разбирается и укладывается снова на балки платформы и так же, как и верхний настил, приваривается к балкам через прорези. После автоматической сварки настила секции демонтируются, устанавливаются в вертикальное положение, и производится заварка всех внутренних швов. После окончания сварочных работ секции укладываются нижним настилом кверху на оправки специально оборудованного участка, где устанавливаются и ввариваются окончательно механически обработанные втулки поворотного механизма и центральной цапфы. Затем поворотная платформа устанавливается в горизонтальной плоскости с помощью нивелировки верхней плоскости и подбивки на временные опоры специальных прокладок. В дальнейшем производится рассверливание монтажных стыков с установкой болтов и монтаж оборудования нижней части настройки.
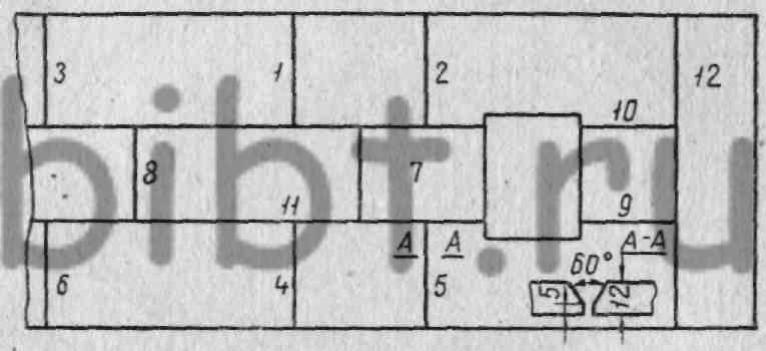
Фиг. 292. Схема наложения швов при сварке настила поворотной платформы экскаватора.