
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ПРОТЯГИВАНИЕ
В тяжелом машиностроении протяжки применяются для обработки круглых отверстий 2—3 класса точности диаметром до 320 мм, шлицевых отверстий до 420 мм, шпоночных пазов и сравнительно редко для обработки наружных поверхностей фасонного профиля.
Широкое распространение получили круглые и шпоночные протяжки крупных размеров с зубьями, направленными электродами из быстрорежущей стали. Наплавленные протяжки имеют стойкость в 2—3 раза большую по сравнению с протяж ками из стали ХВГ.
Протяжки, применяемые для обработки отверстий большого диаметра, изготовляются пустотелыми, без хвостовой и цапфенной частей (фиг. 52), иначе они имели бы огромный вес и были бы неудобны в эксплуатации. Соединение такой протяжки с патроном осуществляется при помощи специальной удлинительной штанги и прямоугольного окна, расположенного на передней направляющей. Обдирочная часть круглых протяжек работалет по схеме прогрессивного резания, благодаря чему их длина уменьшается. Это также дает снижение веса.
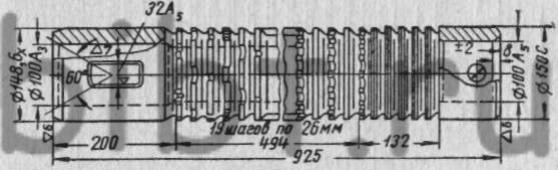
Фиг. 52. Круглая пустотелая протяжка прогрессивного резания.
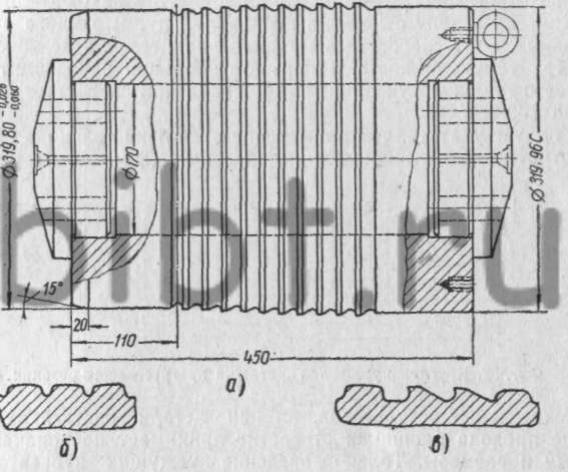
Фиг. 53. Круглая шабрящая прошивка для обработки отверстий диаметром 320А: а — общий вид прошивки; б — профиль уплотнительно-выглаживающих зубьев; в — профиль режущих зубьев.
Для исправления геометрической формы отверстий, искаженной в результате термической обработки деталей или по другим причинам, иногда применяются короткие шабрящие прошивки. Так, например, на фиг. 53, а показан общий вид одной из таких прошивок для обработки отверстий диаметром 320 А. В процессе закалки токами высокой частоты деталь деформируется и данное отверстие уменьшается по диаметру на 0,05—0,15 мм. Раньше эту усадку отверстия исправляли путем ручного расшабривания. Этот способ был малопроизводителен и не обеспечивал требуемую точность. Теперь эта операция производится на прессе с помощью указанной прошивки при скорости резания около 100 мм/мин.
Следует указать, что применение прошивки только с одними уплотнительно-выглаживающими зубьями (фиг. 53, б) не дает положительных результатов, стенки детали растягиваются, и после прохода прошивки отверстие принимает первоначальные форму и размеры. Только введение режущих зубьев (фиг. 53, в), расположенных между выглаживающими, дало требуемую точность обработки. Производительность труда повысилась в 5—6 раз. Прошивка имеет 10 зубьев, размеры их указаны в табл. 33.
Таблица 33 Размеры зубьев шабрящей прошивки

В тяжелом машиностроении протягивание шлицевых отверстий производится почти так же, как и на заводах массового производства. Поэтому необходимо отметить только особенности его выполнения, впервые появившиеся на заводах тяжелого машиностроения.
Протягивание крупных шлицевых втулок диаметром 120 мм и выше производится в две операции. Предварительное протягивание выполняется протяжкой обычной конструкции с оставлением минимально необходимого припуска по ширине шлица и по диаметру под чистовое протягивание калибрующей протяжкой (фиг. 54).
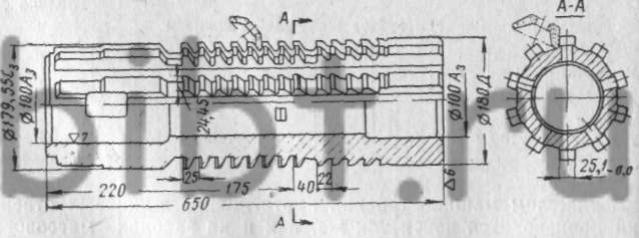
Фиг. 54. Калибрующая шлицевая протяжка.
Режущая часть калибрующей протяжки разделена на две части. Первые 8 зубьев с главными режущими кромками на боковых сторонах зубьев срезают стружку с боковых стенок паза. Остальные 4 зуба срезают стружку по дну шлицевых пазов. Боковые режущие кромки имеют передний угол 10° и заднии угол 1—3°.
Такой метод обработки крупных шлицевых втулок обеспечивает получение высокой чистоты на боковых стенках шлицевых пазов, высокую точность по ширине пазов и по шагу, устраняет трудоемкую слесарную пригонку, а также полностью исключает случаи брака. В настоящее время этот метод обработки находит применение и в среднем машиностроении для более мелких шлицевых втулок.
Крупные шлицевые втулки большой длины также обрабатываются в две операции, но предварительное протягивание производится шпоночной протяжкой с помощью специального делительного приспособления. Так, например, такой метод применяется для протягивания шлицевых отверстий размером 424 X 376X50 и длиной 800 мм во втулках нажимного устройства тонколистовых станов.
Таким путем можно обрабатывать не только крупные шлицевые втулки, но и средние и мелкие, если нет комплекта протяжек или мощность имеющихся станков недостаточна для работы такими протяжками.