
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ЧИСТОВАЯ ОБРАБОТКА ОТВЕРСТИЙ РАЗВЕРТКАМИ
Стандартные развертки с углом заборного конуса 15° часто не обеспечивают точность 2 и 3 класса, при этом шероховатость обычно не превышает 5—6 класса чистоты, овальность и конусность выходят за пределы допуска.
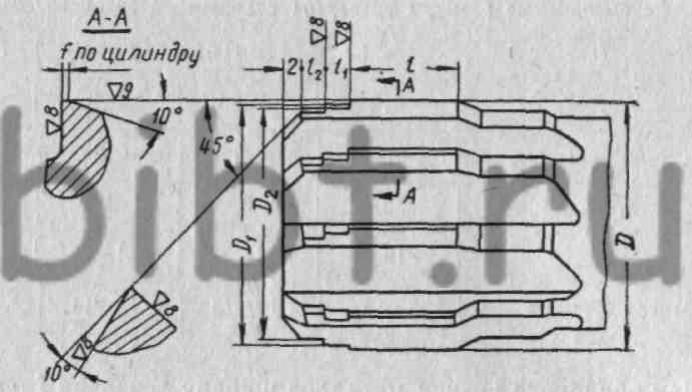
Фиг. 50. Развертка с кольцевой заточкой
Поиски более совершенных инструментов для обработки точных отверстий привели к созданию разверток с кольцевой заточкой (фиг. 50). Режущая часть этих разверток состоит из фаски 2X45° и одного—двух кольцевых уступов длиной 3—4 мм, имеющих глубину 0,1—0,2 мм. Припуск срезается режущими кромками, расположенными на торце уступов. Если он больше глубины уступов, то фаска 2 X 45°, работая, как зенкер, снимает излишний припуск, а кольцевая заточка плотно входит в отверстие и, таким образом, обеспечивает более устойчивую работу развертки. Нагрузка на каждый зуб развертки получается одинаковой, поэтому не возникает нормальных усилий, имеющих место при работе обычными развертками и являющихся причиной появления овалов и задиров.
Как показывает опыт работы ряда заводов, конусность и овальность отверстий, обработанных разверткой с кольцевой заточкой, почти полностью отсутствуют. Шероховатость обработайной поверхности соответствует 7 или 8 классу чистоты. Отклонение фактического диаметра отверстия от номинального диаметра не превышает 0,02 мм. Продольных и поперечных за диров обычно не бывает.
Развертки с кольцовой заточкой отличаются долговечностью. Они выдерживают от 10 до 20 переточек. Их применяют для обработки отверстий диаметром от 10 до 200 мм. Для отверстий диаметром более 75 мм можно использовать в качестве разверток торцовые фрезы со вставными ножами.
Рекомендуемые размеры основных коструктивных элементов разверток с кольцевой заточкой указаны в табл. 30.
Таблица 30 Рекомендуемые размеры
разверток с кольцевой заточкой, мм
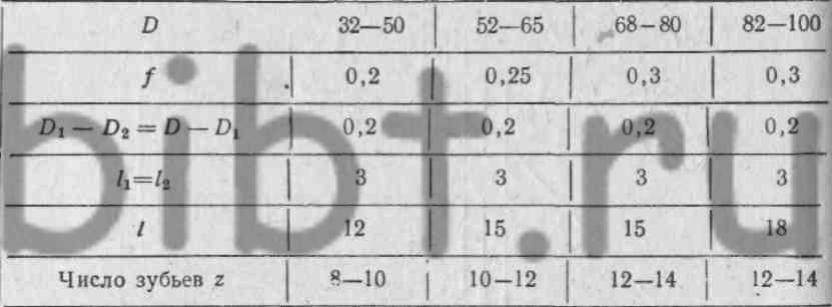
При обработке вязких металлов ширину ленточки f во избежание налипания обрабатываемого металла следует уменьшать до 0,08—0,2 мм, в зависимости от диаметра развертки.
Для успешной работы разверток с кольцевой заточкой не-обходимо, чтобы кольцевые уступы на режущей части были строго концентричными с калибрующей хвостовой частью инстру-мента. Биение калибрующих ленточек при проверке в центрах не должно быть более 0,005 мм. Крепление развертки в шпинделе станка жесткое. Несовпадение осей обрабатываемого отверстия и развертки не должно превышать 0,1 мм.
Применение охлаждения обязательно. Для этой цели рекомендуется применять 10—12%-ный раствор эмульсола. Наиболее чистая поверхность получается, когда для охлаждения применяют сульфофрезол марки Р с содержанием четыреххлористого углерода 20%.
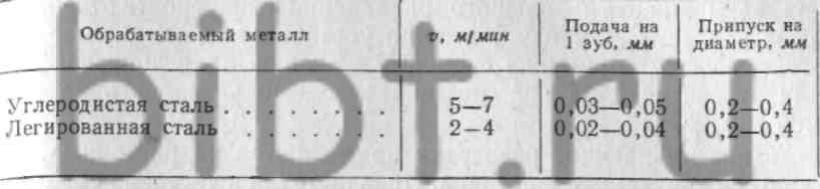
Рекомендуемые режимы резания приведены в табл. 31.
Таблица 31 Режимы резания при работе
развертками с кольцевой заточкой
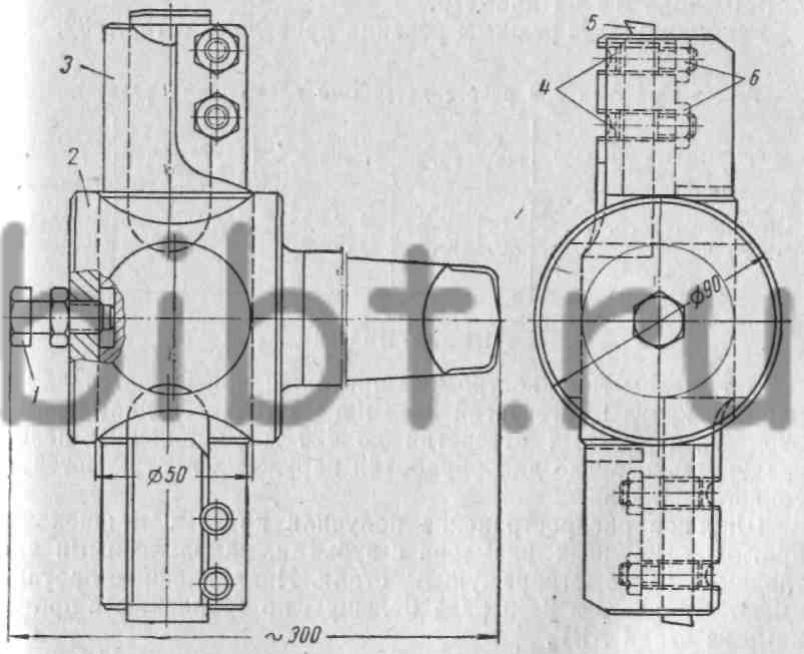
Фиг. 51. Плавающая двузубая развертка.
Для обработки больших отверстий (до 500 мм) в диаметре применяются плавающие двузубые развертки. Одна из конструкций таких разверток предложена В. Е. Койре (фиг. 51). Она состоит из корпуса 2 с двумя взаимно перпендикулярными отверстиями под круглый вкладыш 3. Две пары винтов 4 с клиновым скосом и гайками 6 предназначаются для крепления ножей 5. Винт 1 входит в паз вкладыша и таким образом предохраняет его от провертывания.
Два взаимно перпендикулярных отверстия в корпусе 3 сделаны для того, чтобы совместить наибольшее биение корпуса развертки на станке с направлением «плавания» вкладыша. Такая установка вкладыша, как показал опыт, обеспечивает наиболее устойчивое получение 2—3 класса точности и шероховатости поверхности v6 — v7.
Для обработки отверстий от 85 до 500 мм в диаметре доста-точно иметь один корпус и 9 типоразмеров вкладышей. Учитывая возможность небольшого разбивания и конусности отверстия из-за износа, рекомендуется ножи устанавливать на размер, соответствующий примерно среднему значению поля допуска. Так, для отверстия 250+0,045 ножи необходимо установить на размер 250+0,03 +0,02.
Такие плавающие развертки применяются на расточных, токарных и карусельных станках. Предчистовая и чистовая обработка должна производиться с одной установки шпинделя или суп порта, в котором закрепляется развертка. Припуск под развертывание после предчистового растачивания необходимо остав лять 0,2—0,4 мм на диаметр.
Рекомендуемые режимы резания приведены в табл. 32.
Таблица 32 Режимы резания при работе
двузубыми плавающими развертками
