
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ШЛИФОВАНИЕ
Шлифование относится к числу наиболее производительных методов чистовой обработки. В тяжелом машиностроении оно применяется для обработки наружных и внутренних цилиндрических поверхностей 3—2 классов точности и выше или же для достижения 7—8 классов чистоты. Последние опыты показывая ют, что оно с успехом может применяться и в тех случаях когда требуется поверхность 9—10 классов чистоты.
Наиболее часто встречается круглое наружное шлифование. Оно осуществляется четырьмя методами: шлифование продольными проходами, глубинное шлифование, шлифование уступами и шлифование с поперечной подачей (фиг. 58).
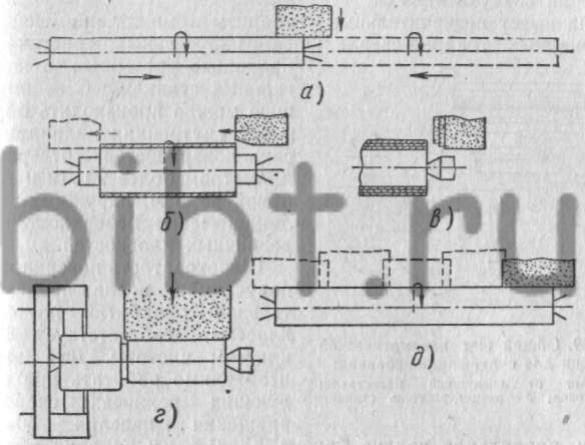
Фиг. 58. Методы шлифования: а - шлифование продольными проходами; б и в - глубинное шлифование; г - шлифование с поперечной подачей; д - шлифование уступами.
При глубинном методе шлифования (фиг. 58, б, в) припуска снимается за один проход с продольной подачей от 2 до 6 мм на 1 оборот шлифуемого вала. С этой целью шлифовальный круг заправляется на конус (фиг. 58, б) на длине 6—15 мм или уступами (фиг. 58, в). Такая заправка круга обеспечивает более равномерную загрузку его зерен, что можно заметить по одинаковому искрению по всей ширине круга.
Режущая способность круга используется более полно, поэтому производительность, по сравнению со шлифованием продольными проходами, повышается на 30—40%. Но такой метод применим только для шлифования коротких жестких валов.
Еще более производительно шлифование с поперечной подачей (фиг. 58, г) или по методу врезания. В этом случае все зерна круга, расположенные на его рабочей поверхности, участвуют в резании металла.
Преимущества работы методом врезания используются при обработке не только коротких деталей, но и длинных. В таких случаях применяют комбинированный метод или метод шлифования уступами (фиг. 58, д). Около 80% припуска срезается методом врезания уступами.
Шлифование ведут по участкам. Края участков должны перекрываться на 5—10 мм. Для зачистки поверхности примерно 20% припуска сошлифовывается продольными проходами (фиг. 58, а).
В условиях тяжелого машиностроения обычно работают кругами средней зернистости (32—40 и значительно реже 25). Они дают возможность без особых затруднений получать в обычных производственных условиях 7 класс чистоты.
При необходимости получить 8 класс чистоты приходится прибегать к длительному выхаживанию обработанной поверхности шлифовальным кругом без поперечной подачи до вывода искры. Такой метод применяется при шлифовании бочек валков холодной прокатки и др.
Для получения более высоких классов чистоты применяют особые методы обработки, а именно: суперфиниширование, хонингование, доводку или притирку. Они основаны на применении специальных инструментов, станков или приспособлений, которыми заводы тяжелого машиностроения обычно не располагают.
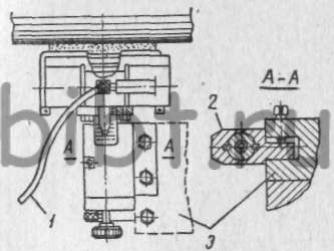
Фиг. 59. Общий вид пневматической головки для суперфиниширования:
- шланг от воздушной магистрали;
- головка;
- резцедержатель станка.
В связи с этим заслуживает внимания опыт применения суперфиниширования с помощью специальной пневматической головки (фиг. 59). Техническая характеристика головки: ход бруска 6 мм, число двойных ходов (число колебаний) бруска 1500—2500 в минуту, тяговое усилие на поршне 40—50 кг при давлении воздуха 4—5 ат.
Она имеет незначительные габариты и может применяться на токарных, токарно-сверлильных, карусельных, расточных, продольно-фрезерных и строгальных станках. С ее помощью можно производить обработку внутренних цилиндрических поверхностей — отверстий диаметром более 90 мм и глубиной до 6 м, наружных цилиндрических поверхностей и различных плоскостей.
Шероховатость поверхности; получаемая после предварительной обработки по 4—5 классам, соответствует 8—9 классам чистоты. Для этого необходимо работать при следующих режимах: скорость вращения изделия 40—60 м/мин, продольная подача бруска 1,3—1,5 мм на один оборот изделия, давление брусков на деталь 0,8—1,3 кг/см2.
Рекомендуется применять бруски из зеленого карборунда (зернистость 12, твердость СТ1, связка керамическая). При такой обработке производительность не ниже, чем при шлифовании. Наилучшие результаты дает применение смазываю-ще-охлаждающей жидкости, состоящей из равных объемов веретенного масла и керосина в количестве 0,75—1 л/мин.
В ЭНИМС разработан метод получения высоких классов чистоты (10—12 классы) на обычных круглошлифовальньх станках при использовании нормальных кругов на керамической связке, средней зернистости (32—25) и средней мягкости (СМ—СМ1). Этот метод может успешно применяться и в тяжелом машиностроении для обработки по 9—10 классу чистоты.
Сущность этого метода состоит в следующем. С уменьшением продольной подачи алмаза при правке круга повышается однородность и гладкость его рабочей поверхности. Поэтому высота шероховатостей, оставляемых кругом на шлифуемой поверхности, становится меньше. Уменьшая подачу при правке круга до 0,01—0,02 мм на один его оборот (вместо обычно применяемы 0,3—0,5 мм), удается получить 10—11 классы чистоты на обычных шлифовальных станках при работе кругами зернистостью 32—25. При этом одновременно достигается и высокая точность обработки.
Режимы, рекомендуемые для тонкого шлифования: скорость вращения детали 15—20 м/мин, продольная подача 1—2 мм на один оборот детали, глубина шлифования примерно 0,01 мм.
В условиях индивидуального и мелкосерийного производства описанный метод получения высоких классов чистоты на обычных шлифовальных станках кругами средней зернистости имеет большое значение, особенно в технологии тяжелого машиностроения. При его применении возможно производить предварительное и окончательное шлифование на одном и том же станке без смены круга при переходе от одной операции к другой.
Для получения хороших результатов необходимо, чтобы шлифовальные станки были нормально отрегулированы, устранено радиальное биение шпинделей и механизм продольной подачи работал достаточно плавно — без толчков.
Очень большое значение имеет хорошая очистка охлаждающей жидкости от абразива и металлической стружки.
Подавляющее большинство шлифовальных станков позволяет производить правку круга с подачей алмаза 0,05 мм/об и более. Подача 0,05 мм/об при правке круга, как показывает опыт ЭНИМС, обеспечивает при шлифовании 9—10 классы чистоты. Для получения 11 класса необходима подача 0,01— 0,02 мм на один оборот круга. Такая подача может быть осуществлена с помощью специального накладного приспособления для медленного перемещения алмаза. Оно может быть установлено на столе станка или в центрах.
В последние годы появился и другой метод получения 10—11 и даже 12 классов чистоты путем шлифования. Он основан на применении для чистового шлифования специальных мелкозернистых кругов с графитовым наполнителем и производится на обычных круглошлифовальных станках. Вначале осуществляют предварительное шлифование нормальными керамическими кругами до 7—8 класса чистоты. На окончательное чистовое шлифование оставляется припуск 0,02—0,04 мм на диаметр.
Применение шлифовальных кругов с графитовым наполнителем позволяет достигать высокой точности диаметральных размеров и геометрической формы, соответствующей первому классу [46].