
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ЧИСТОВОЕ ОБКАТЫВАНИЕ РОЛИКАМИ
Обработка обкатыванием заключается в пластической деформации поверхностного слоя детали гладким полированным роликом высокой твердости. При этом в результате смятия неровностей, оставшихся от предшествующей обработки, создается новый профиль поверхности с уменьшенной высотой микронеровностей.
Отличие чистовой обработки обкатыванием от различных способов обработки резанием состоит в том, что поверхностный слой металла пластически деформируется, но не разрушается и не удаляется. Пластическая деформация сопровождается наклепом металла, следовательно, повышением твердости поверхностного слоя и возникновением в нем сжимающих остаточных напряжений. Кроме уменьшения шероховатости поверхности обкатыванием, во многих случаях улучшаются эксплуатационные свойства деталей машин.
С технологической точки зрения обкатывание роликами имеет ряд преимуществ перед другими способами чистовой обработки. Обкатыванием легко достигается 7, 8, а при необходимости и более высокие классы чистоты. В частности, хорошо обрабатываются мягкие вязкие стали, чистовая обработка которых резанием затруднена.
Сравнение различных способов чистовой обработки по производительности в большинстве случаев оказывается в пользу применения обкатывания, особенно в тяжелом машиностроении с индивидуальным и мелкосерийным характером производства при использовании универсального металлорежущего оборудования. Характерное для тяжелого машиностроения завершение чистовых операций на токарных, карусельных, строгальных, расточных станках, связанное с ограниченным распространением шлифовальных станков, пригодных для обработки особо крупных деталей, открывает широкие возможности для использования обкатывания.
Но и в тех случаях, когда шлифование возможно, обкатывание может его успешно заменить, если используемый на последней операции станок обеспечивает требуемую точность. Совмещение операций дает при этом значительное сокращение производственного цикла.
Результат чистовой обработки обкатыванием — достижение требуемой шероховатости поверхности—зависит от следующих переменных факторов: твердости обрабатываемого материала, исходной шероховатости, диаметра обрабатываемой поверхности детали, диаметра и профильного радиуса рабочего ролика, а также рабочего усилия, подачи, скорости и числа проходов при обкатывании. Исследования, проведенные в разное время, позволяют определить зависимости между некоторыми из указанных величин [49, 50, 51].
Установлено, что на мягких сталях легче достигаются высокие классы чистоты, чем на сталях повышенной твердости. Весьма существенно влияет на шероховатость после обкатывания исходное состояние поверхности. Часто удается улучшить микрогеометрию на 2—3 класса по ГОСТ 2789—59. Шероховатость поверхности обычно уменьшается до некоторого предела по мере увеличения рабочего усилия, снижения подачи, увеличения профильного радиуса ролика и числа проходов. Изменение скорости обкатывания в пределах до 100 м/мин незначительно сказывается на шероховатости поверхности.
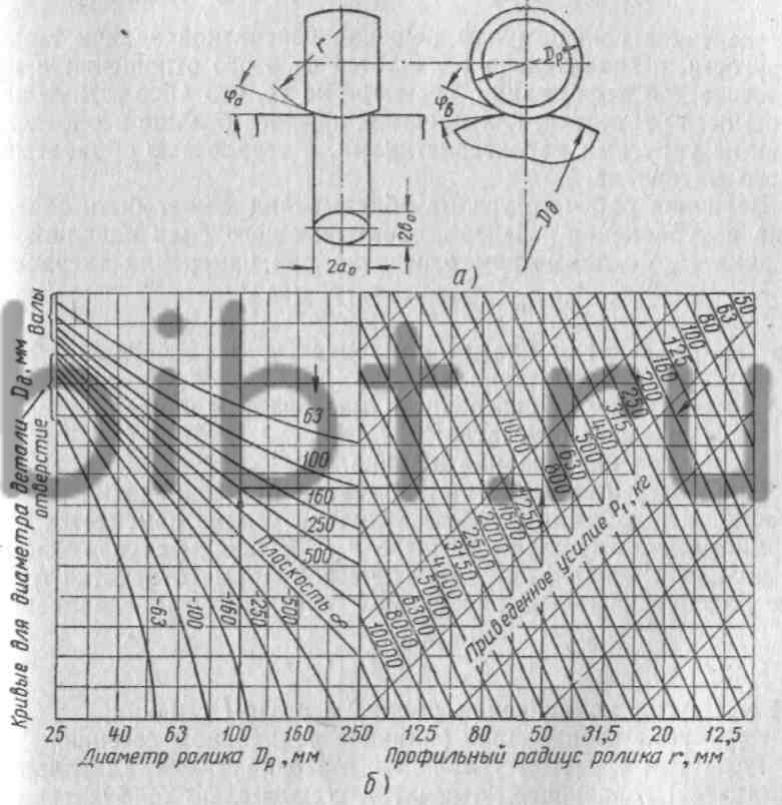
Фиг. 60. Схема работы ролика при обкатывании (а) и номограмма для определения усилия обкатывания в зависимости от размеров детали и ролика (б).
Качество
поверхности при обкатывании роликами зависит от условий контакта
ролика и детали [49]. По мере осуществления продольного перемещения
ролика микропрофиль поверхности определяется пластической деформацией
металла на выходе из-под ролика. Решающее значение при этом имеет
величина угла вдавливания ролика в деталь ![]() (фиг.
60, а). В том случае, когда этот угол велик, на обкатанной
поверхности может появиться заметная волнистость.
(фиг.
60, а). В том случае, когда этот угол велик, на обкатанной
поверхности может появиться заметная волнистость.
Практически допустимая величина угла
составляет![]() =2°30'
[52].
=2°30'
[52].
Площадка неподвижного контакта ролика с
деталью в общем случае имеет форму эллипса с соотношением осей,
зависящим от геометрических размеров детали![]() и
ролика
и
ролика![]() r
(фиг. 60,а). Как показали многочисленные замеры отпечатков роликов,
полученных в различных условиях, отношение
r
(фиг. 60,а). Как показали многочисленные замеры отпечатков роликов,
полученных в различных условиях, отношение![]() определенное по формулам решения контактной задачи теории упругости,
незначительно отличается от этого отношения и при пластической
деформации, несмотря на то, что абсолютные размеры осей отпечатка,
как правило, намного больше и определяются не упругими
характеристиками, а твердостью обрабатываемого материала.
определенное по формулам решения контактной задачи теории упругости,
незначительно отличается от этого отношения и при пластической
деформации, несмотря на то, что абсолютные размеры осей отпечатка,
как правило, намного больше и определяются не упругими
характеристиками, а твердостью обрабатываемого материала.
Величина рабочего
усилия обкатывания может быть определена из уравнения Мейера,
связывающего силу вдавливания шарика![]() с
диаметром отпечатка при измерении твердости,
с
диаметром отпечатка при измерении твердости, ![]()
где m—
зависит от диаметра шарика![]() и свойств обрабатываемого материала;
и свойств обрабатываемого материала;
n — зависит от способности материала к наклепу;
![]() — диаметр отпечатка;
— диаметр отпечатка;
![]() — угол вдавливания шарика.
— угол вдавливания шарика.
При изменении
диаметра шарика, но при сохранении геометрического подобия отпечатков
величина усилия изменяется пропорционально площади отпечатка![]() .
В общем случае контакта ролика и детали, при эллиптической форме
отпечатка, условие подобия заменено равенством среднего угла
вдавливания
.
В общем случае контакта ролика и детали, при эллиптической форме
отпечатка, условие подобия заменено равенством среднего угла
вдавливания ![]()
где![]() —
угол вдавливания ролика в осевом сечении;
—
угол вдавливания ролика в осевом сечении;
![]() — угол вдавливания ролика в радиальном сечении.
— угол вдавливания ролика в радиальном сечении.
При этом с учетом
уравнения Мейера усилие вдавливания ролика Р1 создающее отпечаток
с площадью F, будет равно 
Величина постоянных m и n определяется опытным путем. Для большинства конструкционных сталей среднее значение показателя n может быть принято равным 2,3.
Если выделить в
последней формуле величины, зависящие от геометрических размеров
детали и ролика, и подставить значения![]() =
2°30' и n = 2,3, рабочее усилие обкатки определится как
произведение
=
2°30' и n = 2,3, рабочее усилие обкатки определится как
произведение ![]()
где k — коэффициент, зависящий от твердости обрабатываемого материала;
P1 - приведенное усилие, зависящее от размеров детали и ролика.
График зависимости приведенного усилия от геометрических величин (фиг. 60, б) охватывает все возможные сочетания размеров обрабатываемой детали и ролика. График дает величину приведенного усилия, которое может быть принято в качестве рабочего усилия для низкоуглеродистых сталей (k=1). В случаях обработки других сталей рабочее усилие определяется в соответствии с формулой P = kP1 при этом коэффициент k берется по эмпирической зависимости
k = 0,01 (Hb— 40),
где Нв — твердость по Бринеллю.
На поверхности
обрабатываемой детали получается отпечаток ролика, соответствующий
принятому условию![]() =2°30'.
Размер его в направлении оси детали:
=2°30'.
Размер его в направлении оси детали: ![]()
Этот размер характеризует не только неподвижный контакт ролика с деталью, но может быть принят, с малой погрешностью, и за ширину кольцевого следа, который образуется на поверхности детали при ее вращении.
При включении
подачи суппорта след ролика приобретает винтовую форму, и на
поверхности детали в зависимости от величины подачи создается
определенный профиль микронеровностей. Высота микронеровностей при
этом.
Полагая![]() равным предельной высоте микронеровностей требуемого класса
шероховатости
равным предельной высоте микронеровностей требуемого класса
шероховатости ![]() ,
можно рассчитать величину допустимой подачи
,
можно рассчитать величину допустимой подачи 
В тех случаях, когда подготовленная поверхность имеет малую исходную шероховатость, действительная высота микронеровностей при обкатывании соответствует расчетной.
При обкатывании
деталей, имеющих исходную поверхность, подготовленную с
шероховатостью![]() 4—7 классов чистоты (ГОСТ 2789—59) величина рабочей
подачи, рассчитанная по формуле, корректируется. В зависимости от
требуемого класса чистоты подача уменьшается на 20% для получения v 7
и на 40% для получения v 8 или v 9.
4—7 классов чистоты (ГОСТ 2789—59) величина рабочей
подачи, рассчитанная по формуле, корректируется. В зависимости от
требуемого класса чистоты подача уменьшается на 20% для получения v 7
и на 40% для получения v 8 или v 9.
В
зависимости от исходной шероховатости поверхности принята величина
перекрытия подачи шириной контактного следа ролика 2а. Для
поверхностей, обработанных не грубее v
5, принято отношение ![]() не менее 1,5 для уменьшения шероховатости
поверхности на один класс, не менее 3 — на два
класса и не менее 6 — на три класса.
не менее 1,5 для уменьшения шероховатости
поверхности на один класс, не менее 3 — на два
класса и не менее 6 — на три класса.
Обкатывание деталей, имеющих исходную шероховатость поверхности v 4, при необходимости получить v 7 требует дальнейшего увеличения перекрытия, которое обеспечивается увеличением числа проходов до 2 и 3.
Величины подач и числа проходов, рассчитанные с учетом указанных коррективов, приведены в табл. 35.
Таблица
35 Подача
и число проходов в зависимости от профильного радиуса роликов,
шероховатости поверхности и количества роликов в приспособлении
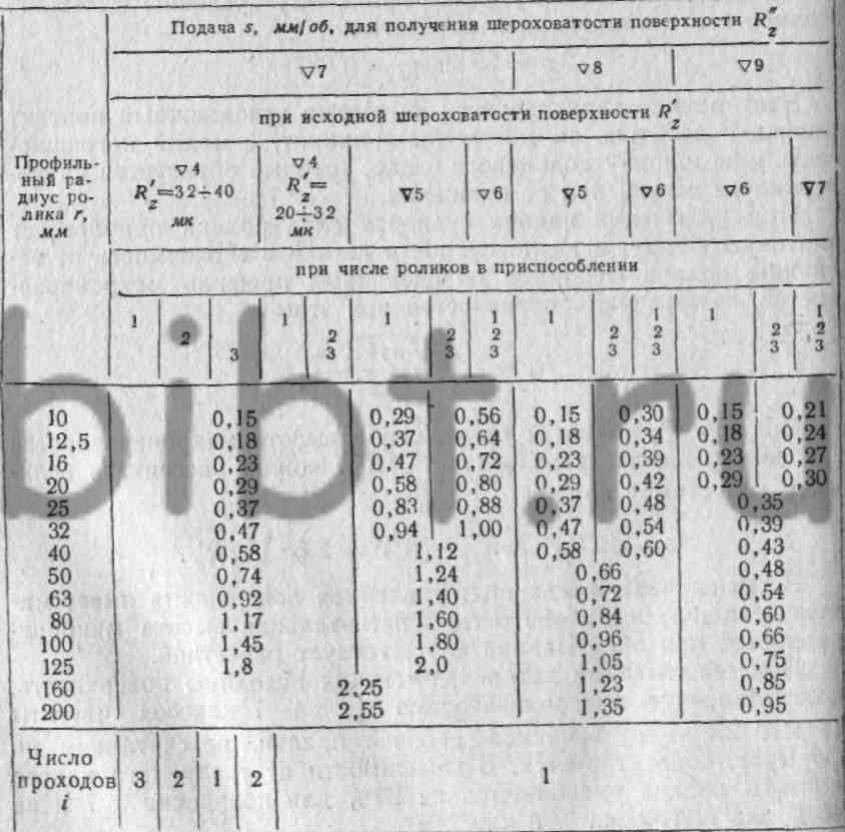
В таблице учтено также количество роликов для многороликовых приспособлений. Применение таких приспособлений позволяет в некоторых случаях увеличить подачу за счет компенсации необходимой величины перекрытия.
Для
получения точных размеров особенно велика роль шероховатости
поверхности, подготовленной под обкатывание. Кроме собственно высоты
микронеровностей ![]() на
изменение размера оказывает влияние и способ обработки под
обкатывание. Это связано, повидимому, с особенностями микропрофиля
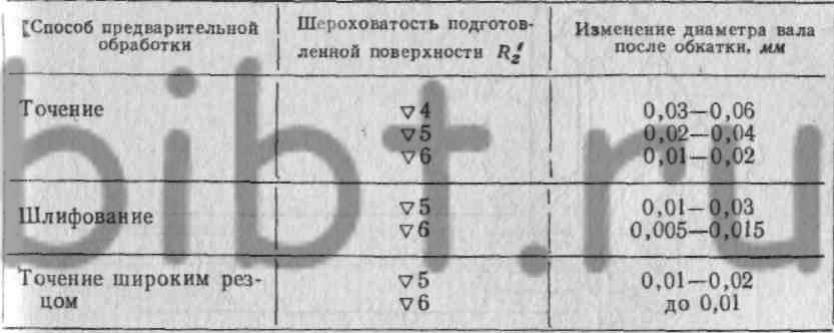
поверхностей после различных способов обработки резанием. В табл. 36
приведены величины изменения размеров деталей при обкатывании после
шлифования и точения обычным и широким резцом.
на
изменение размера оказывает влияние и способ обработки под
обкатывание. Это связано, повидимому, с особенностями микропрофиля
поверхностей после различных способов обработки резанием. В табл. 36
приведены величины изменения размеров деталей при обкатывании после
шлифования и точения обычным и широким резцом.
Таблица
36 Изменение размера вала при
обкатывании роликом в зависимости от шероховатости подготовленной
поверхности и способа предварительной обработки
Погрешности формы —овальность, конусность, перекосы — обкатыванием исправить нельзя. Их величина обычно сохраняется в тех же пределах, что и до обкатывания.
Все сказанное относительно точности обкатывания справедливо при обработке жестких деталей, когда деформация под действием применяемых рабочих усилий локализуется в тонком поверхностном слое металла. При обкатывании валов с большим отношением длины к диаметру, тонкостенных цилиндров и др. необходимо считаться с возможностью искажения их формы и соответственно снижать величину усилия или принимать меры для увеличения жесткости деталей. Надо также учитывать возможность возрастания деформации под роликом вблизи торцов, выточек и т. п. Эти особенности приходится учитывать при разработке технологии обкатывания конкретных деталей.