
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ОБКАТЫВАНИЕ ПЛОСКОСТЕЙ НА СТРОГАЛЬНЫХ СТАНКАХ
Для получения чистых плоскостей больших размеров обкатывание успешно осуществляется на продольно-строгальных станках. Обкатывание плоскостей производится однороликовыми приспособлениями, по конструкции аналогичными показанному на фиг. 61. Приспособления устанавливаются в резцедержателях станка взамен резцов. При установке выверяется перпендикулярность оси приспособления к обрабатываемой поверхности.
Обкатывание производится с использованием как прямого, так и обратного хода стола. Механизм откидывания досок суппортов выключается, а сами доски жестко связываются с суп-портами. Эта связь осуществляется постановкой стопорных пальцев, а на станках, где отверстий для таких пальцев нет, струбцинами или клиньями. Главное усилие обкатывания направлено перпендикулярно к обрабатываемой поверхности, по-этому во время прямого и обратного хода стола возникает момент, отбрасывающий доски суппортов.
С целью уменьшения неблагоприятных воздействий на ролик реверсирование стола с прямого хода на обратный производится в тот момент, когда ролик находится вблизи кромки, но еще не сошел с обрабатываемой поверхности. Это позволяет избежать удара ролика о кромку детали в начале обратного хода. Однако выход с одной стороны, перед началом прямого хода, необходим для совершения поперечной подачи суппорта. Кромка детали с этой стороны запиливается или притупляется для предохранения рабочей поверхности ролика в момент удара при заходе.
При обкатывании поверхностей стальных деталей достигается шероховатость поверхности v 7 при исходной шероховатости v4 - v5.
Особенно широкое применение процесс обкатывания плоскостей нашел для обработки направляющих крупных станков взамен шабрения [54].
Обкатывание чугуна имеет некоторые особенности, связанные с его малой пластичностью. Исходная шереховатость поверхности должна быть в этом случае не ниже v 5. При этом условии обкатыванием достигается 7 класс чистоты. Чугун очень чувствителен к перенаклепу. При завышенном усилии обкатывания или при очень малых подачах поверхностный слой начинает разрушаться. Обкатывание чугуна производится без смазки — всухую.
Чугунные направляющие металлорежущих станков во время капитального ремонта строгаются широкими резцами. После того как удалена выработка и получена правильная макрогеометрия направляющих, производится их обкатывание.
Для обкатывания направляющих используются ролики с профильным радиусом 70—150 мм, позволяющие применять подачи 1—2 мм/дв. ход при максимальной скорости, допускаемой станком. Трудоемкость чистовой обработки квадратного метра поверхности направляющих снижается, по сравнению с шабрением, с 13,5 час. до 0,4 часа.
Так, например, известен опыт обкатывания станин во время капитального ремонта: станин уникальных токарных станков длиной 10—25 ж, имеющих две-четыре плоские направляющие шириной 250—400 мм, станин продольно-строгальных станков длиной до 15 м. На фиг. 70 показано обкатывание направляющих станины продольно-строгального станка.
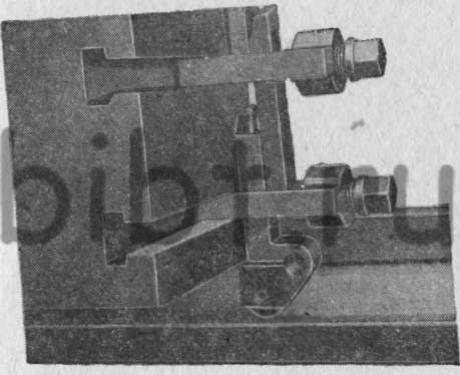
Фиг. 70. Обкатывание направляющих станины продольно-строгального станка.